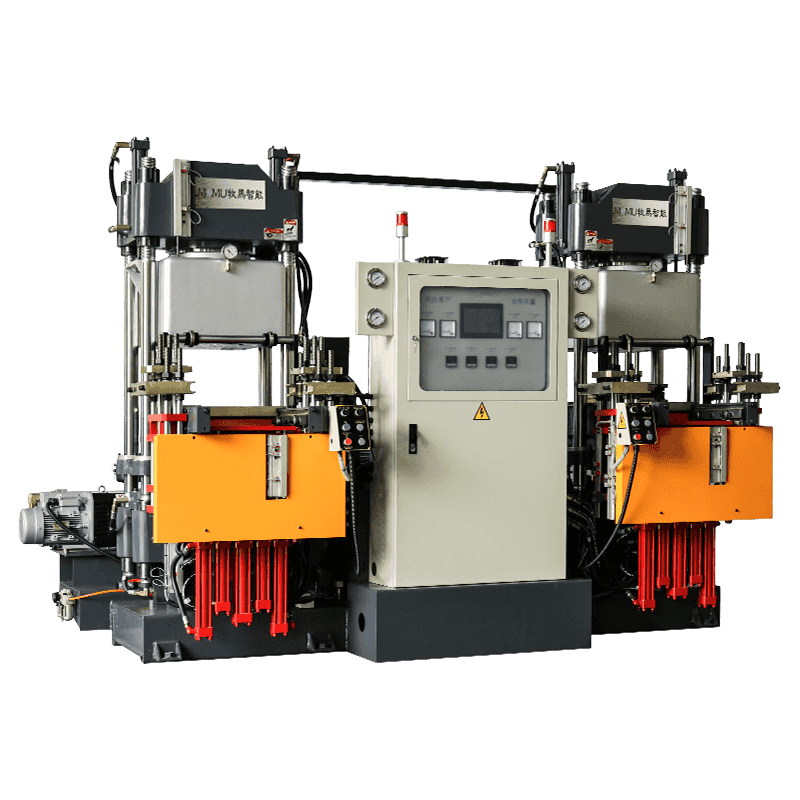
Como funciona uma máquina de moldagem por injeção de borracha
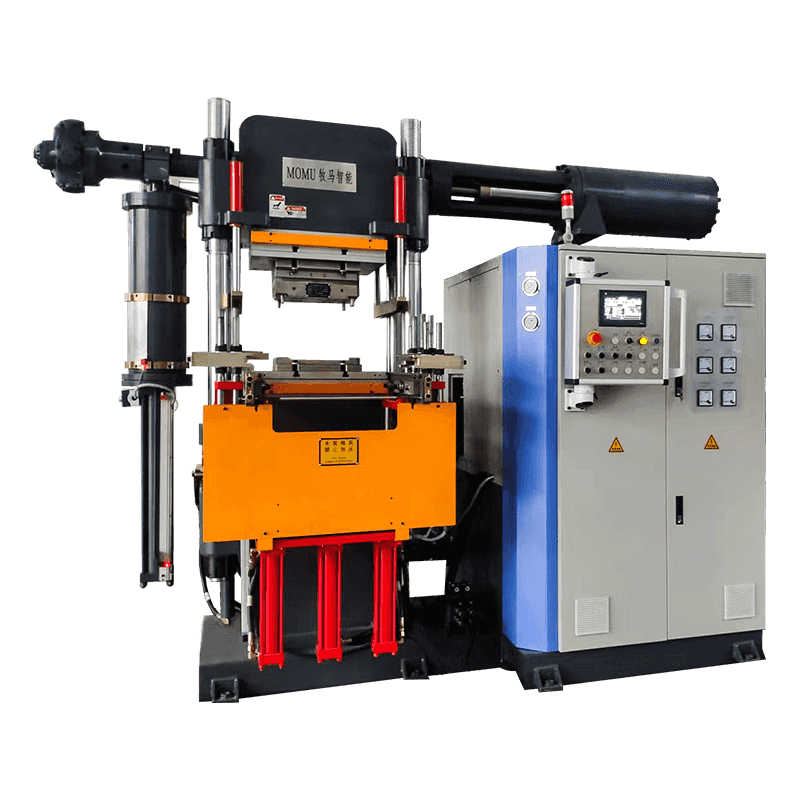
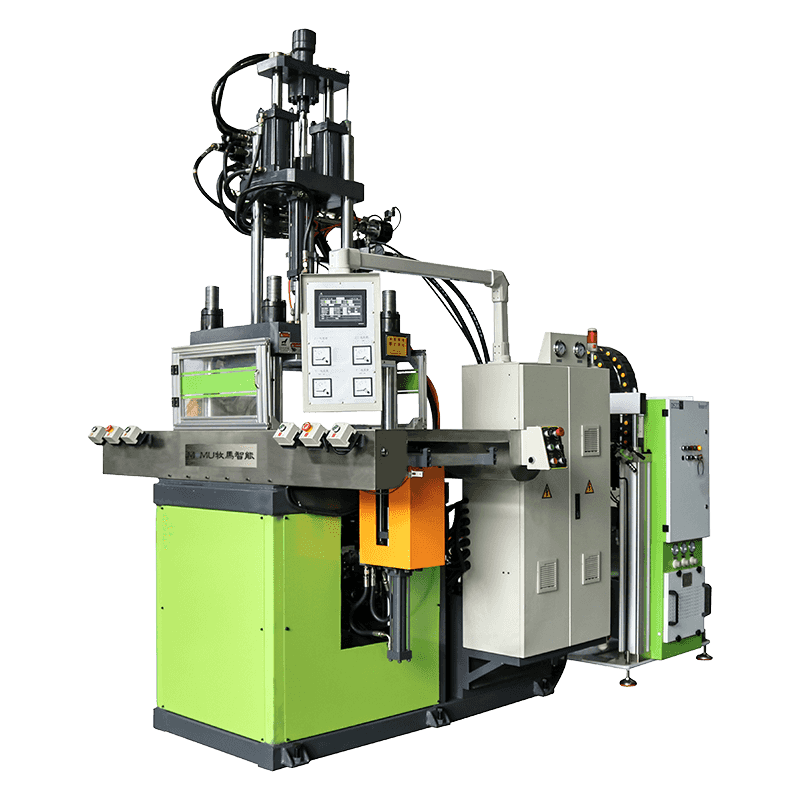
A máquina de moldagem por injeção de borracha transforma composto de borracha bruta em peças acabadas, aquecendo o material e forçando-o sob pressão em uma cavidade de molde fechada. Ao contrário da moldagem por compressão, que coloca a borracha bruta diretamente em um molde aberto, a moldagem por injeção pré-plastifica a borracha em um barril aquecido antes de injetá-la através de um bico em um molde selado. Este processo permite tempos de ciclo mais rápidos, tolerâncias mais rigorosas e menos desperdício de material, tornando-o especialmente adequado para a produção de alto volume de componentes técnicos de borracha.
O composto de borracha é normalmente alimentado na máquina em forma de tira ou pellet. Um parafuso ou êmbolo giratório move o material através do cilindro enquanto os elementos de aquecimento o levam à temperatura correta de processamento. Quando a borracha atinge a viscosidade ideal, ela é injetada na cavidade do molde, onde cura sob calor e pressão controlados antes de ser ejetada como peça acabada.
Principais Componentes da Máquina
Compreender cada componente principal ajuda os operadores a solucionar problemas de produção e otimizar as configurações para diferentes compostos de borracha e geometrias de peças.
Partes essenciais e suas funções
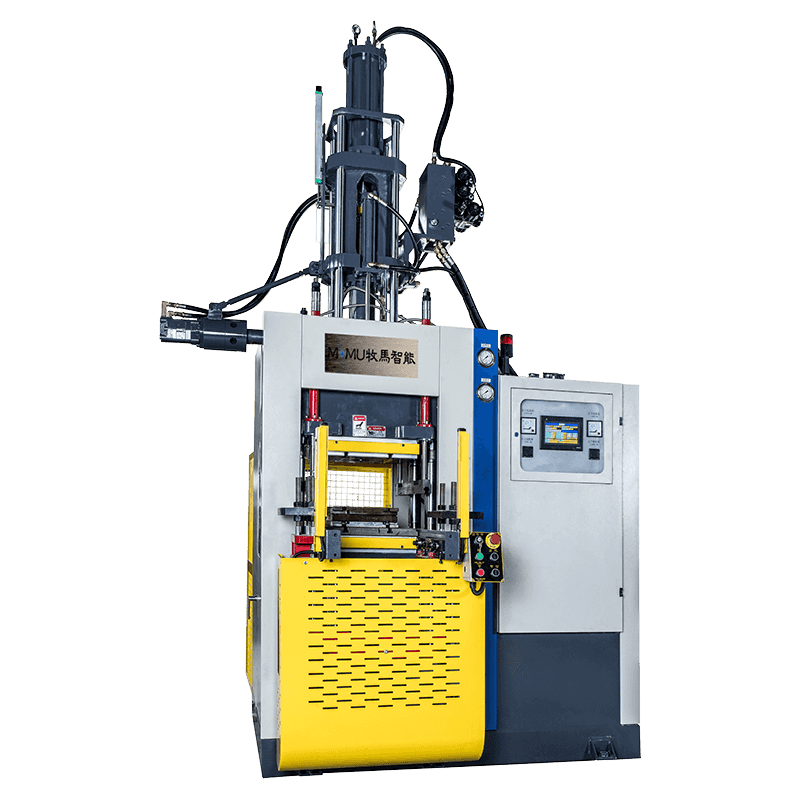
- Unidade de injeção: plastifica e injeta o composto de borracha no molde
- Unidade de fixação: mantém as metades do molde unidas sob alta pressão durante a injeção e a cura
- Sistema de aquecimento: mantém temperaturas precisas do cilindro e do molde para uma cura consistente
- Acionamento hidráulico ou elétrico: alimenta a rotação do parafuso, injeção e movimento de fixação
- Sistema de controle: gerencia temperatura, pressão, velocidade de injeção e tempo de ciclo
- Sistema ejetor: libera a peça acabada do molde após a cura
As máquinas modernas utilizam cada vez mais sistemas de acionamento elétrico em vez de sistemas puramente hidráulicos, oferecendo um controle mais preciso sobre a velocidade de injeção e reduzindo o consumo de energia durante os períodos de inatividade entre os ciclos.

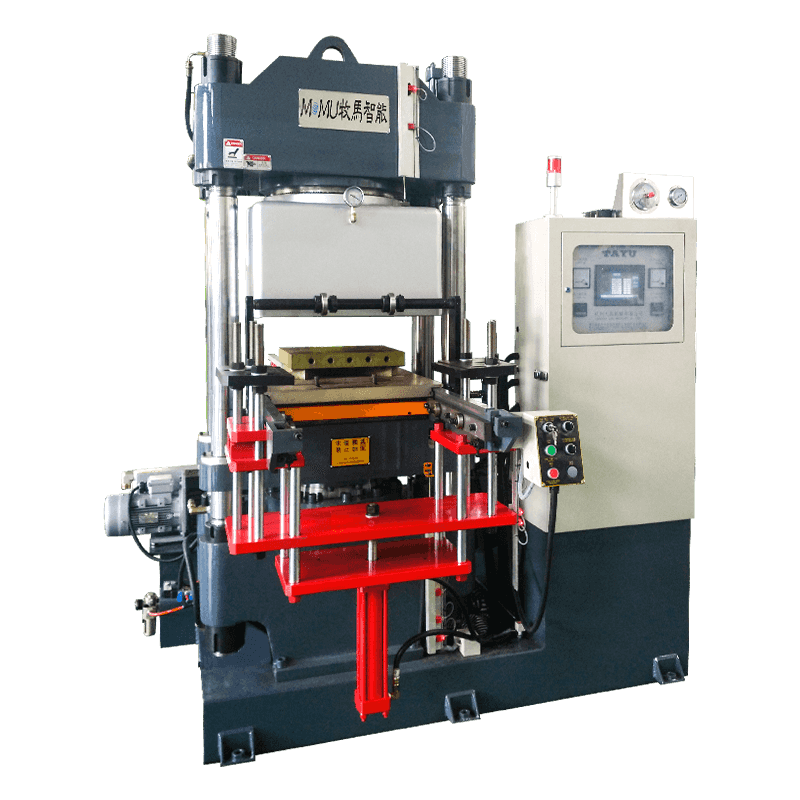
Comparando a moldagem por injeção com outros métodos de moldagem de borracha
Os fabricantes que escolhem um processo de moldagem devem pesar a moldagem por injeção em relação à moldagem por compressão e transferência, uma vez que cada método oferece vantagens distintas dependendo da complexidade da peça, do volume de produção e do orçamento.
| Método | Tempo de ciclo | Desperdício de Materiais | Melhor para |
| Moldagem por injeção | Rápido | Baixo | Peças complexas e de alto volume |
| Moldagem por compressão | Mais lento | Superior | Formas simples, baixo volume |
| Moldagem por transferência | Moderado | Moderado | Peças com inserções metálicas |
A moldagem por injeção geralmente se mostra mais econômica em escala, apesar dos custos iniciais mais elevados com ferramentas, uma vez que os tempos de ciclo reduzidos e o menor desperdício compensam o investimento inicial em grandes tiragens de produção.
Aplicações comuns em todos os setores
As máquinas de moldagem por injeção de borracha produzem uma ampla gama de componentes usados na fabricação automotiva, médica, elétrica e de bens de consumo. O processo é particularmente valorizado para peças que exigem tolerâncias dimensionais restritas ou propriedades físicas consistentes em grandes lotes.
Produtos típicos feitos por moldagem por injeção
- Vedações, juntas e ilhós automotivos
- Componentes de dispositivos médicos, como vedações e rolhas
- Conectores elétricos e peças isolantes
- O-rings e juntas industriais
- Produtos de consumo, como alças, vedações e capas protetoras
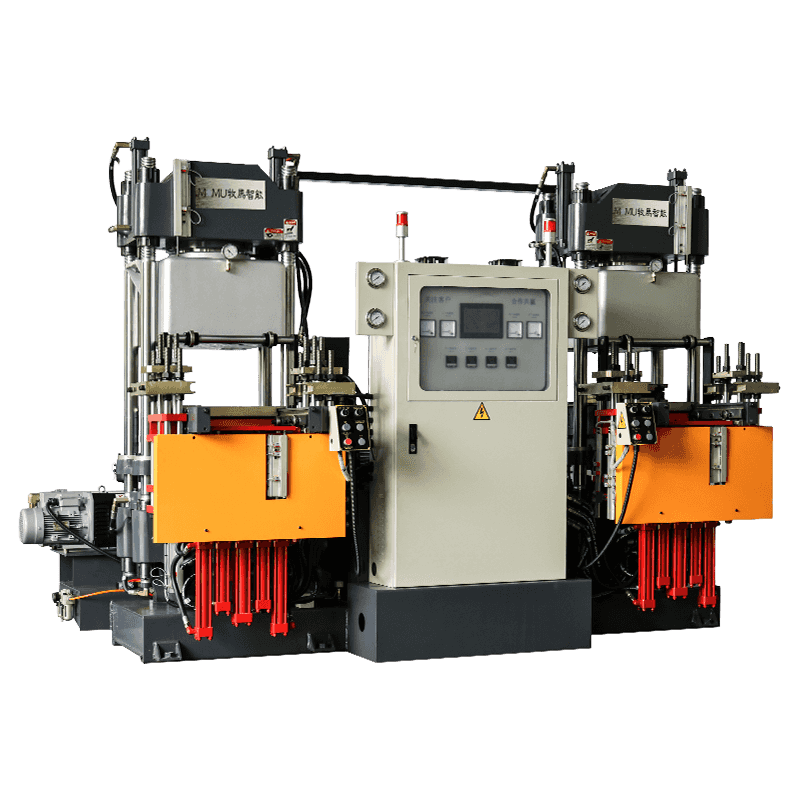
Como a moldagem por injeção suporta moldes com múltiplas cavidades, os fabricantes podem produzir dezenas de peças idênticas em um único ciclo, aumentando significativamente o rendimento em comparação com configurações de moldagem por compressão de cavidade única.
Fatores-chave que afetam a qualidade das peças moldadas
A obtenção de peças de borracha consistentes e sem defeitos depende do controle cuidadoso de diversas variáveis do processo durante a produção. Pequenos desvios de temperatura ou pressão podem levar a defeitos como flash, porosidade ou cura incompleta.
Variáveis críticas do processo a serem monitoradas
A pressão e a velocidade de injeção determinam o quão completamente a borracha preenche a cavidade do molde antes do início da cura, com pressão insuficiente muitas vezes causando disparos curtos ou linhas de malha fracas. A temperatura do cilindro e do molde deve permanecer dentro da faixa recomendada pelo fabricante do composto, uma vez que o superaquecimento pode causar uma cura prematura dentro do cilindro, conhecida como queimadura, enquanto o calor insuficiente leva a curas incompletas e propriedades mecânicas mais fracas.
O tempo de cura também desempenha um papel significativo na qualidade das peças e na eficiência da produção. Estender o tempo de cura além do necessário reduz o rendimento sem melhorar o desempenho da peça, enquanto cortá-lo muito curto corre o risco de peças mal curadas que falham nos testes de durabilidade. Os fabricantes normalmente executam lotes de teste com tempos de cura variados para identificar o equilíbrio ideal entre qualidade e eficiência do ciclo para cada composto específico.
Dicas de manutenção para desempenho da máquina a longo prazo
A manutenção de rotina mantém uma máquina de moldagem por injeção de borracha operando de forma eficiente e ajuda a evitar paradas não planejadas que podem atrapalhar os cronogramas de produção. Estabelecer uma rotina de manutenção consistente também prolonga a vida útil de componentes críticos como parafusos, cilindros e moldes.
As tarefas diárias devem incluir a limpeza de resíduos de borracha do bico e das superfícies do molde, uma vez que o acúmulo pode causar defeitos nas peças subsequentes e aumentar o desgaste nas cavidades do molde. As verificações semanais devem verificar os níveis de fluido hidráulico e inspecionar as vedações quanto a vazamentos, pois as falhas do sistema hidráulico estão entre as causas mais comuns de paradas inesperadas da máquina.
A inspeção periódica dos elementos de aquecimento e sensores de temperatura garante leituras precisas, uma vez que sensores defeituosos podem causar silenciosamente problemas de qualidade muito antes de desencadearem um mau funcionamento visível. Manter registros detalhados de manutenção também ajuda a identificar padrões de desgaste ao longo do tempo, permitindo que os gerentes da fábrica agendem substituições de peças de forma proativa, em vez de responder reativamente às avarias.