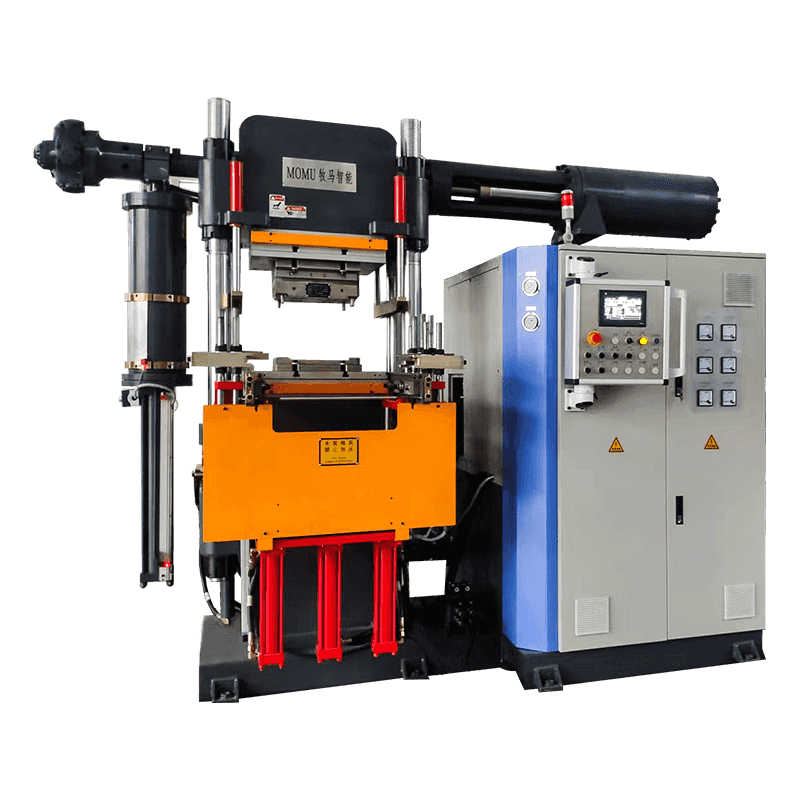
Como funciona uma máquina de moldagem por injeção de borracha
A máquina de moldagem por injeção de borracha processa compostos de borracha bruta em peças acabadas com formato preciso, forçando o material de borracha plastificado e aquecido sob alta pressão em uma cavidade de molde fechada, onde vulcaniza - reticula quimicamente - em um sólido elástico e estável. Ao contrário da moldagem por injeção termoplástica, que derrete e funde novamente o mesmo material, a moldagem por injeção de borracha depende de uma reação de vulcanização irreversível desencadeada pelo calor e pelo tempo. Depois que a borracha estiver curada dentro do molde, ela não poderá ser fundida novamente ou reformada, o que significa que todos os parâmetros do processo devem ser ajustados corretamente antes do início da produção completa.
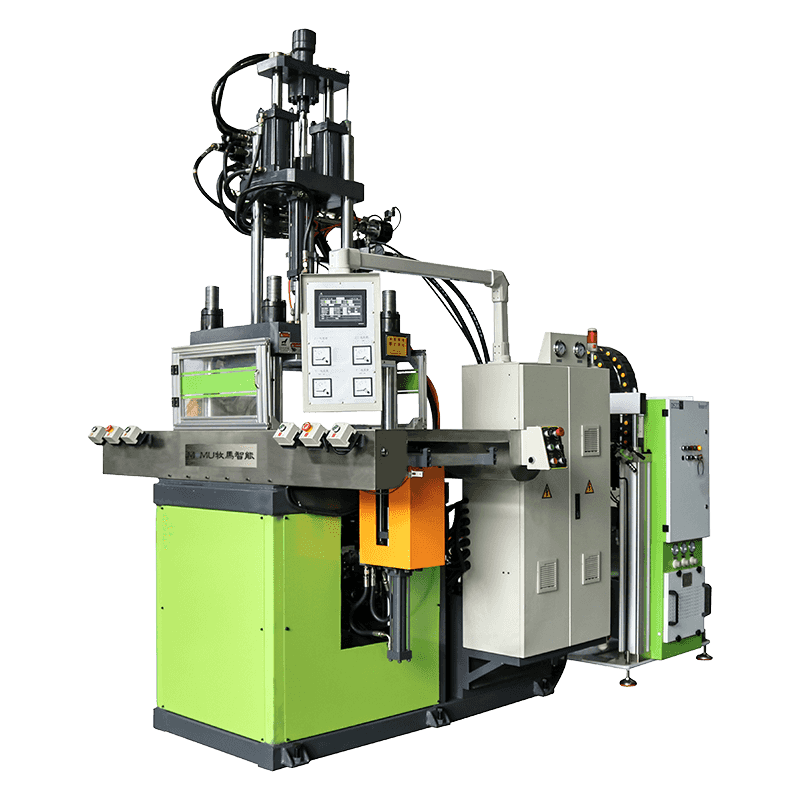
O processo começa com o composto de borracha sendo alimentado na unidade de plastificação da máquina – normalmente um conjunto de parafuso e cilindro – onde é aquecido a uma temperatura de pré-aquecimento cuidadosamente controlada, normalmente entre 70°C e 100°C, o que o torna fluido sem desencadear vulcanização prematura. A rotação do parafuso homogeneiza o composto e aumenta a pressão de injeção. Quando o molde é fechado e fixado, a unidade de injeção conduz a borracha plastificada através de um canal de entrada, canais e comportas para dentro das cavidades do molde. O molde em si é aquecido a uma temperatura mais alta — geralmente entre 160°C e 200°C — onde o agente de vulcanização é ativado e a borracha cura dentro de um tempo de cura definido antes do molde abrir e a peça ser ejetada.
Componentes principais e suas funções
Compreender a função funcional de cada componente principal ajuda os operadores a diagnosticar problemas, otimizar configurações de processos e tomar decisões informadas ao comparar especificações de máquinas de diferentes fabricantes.
Unidade de injeção
A unidade de injeção consiste em um cilindro aquecido, um parafuso alternativo e um bico. O parafuso tem uma dupla finalidade: ele gira para plastificar e transportar o composto de borracha para frente e, em seguida, atua como um êmbolo para injetar o material acumulado no molde. A geometria do parafuso para borracha difere daquela usada em máquinas termoplásticas – os parafusos de borracha normalmente têm uma taxa de compressão mais baixa e voos mais rasos para evitar a geração de calor de fricção excessivo que pode causar queimadura, que é a vulcanização prematura dentro do cilindro antes que o material chegue ao molde.
Unidade de fixação
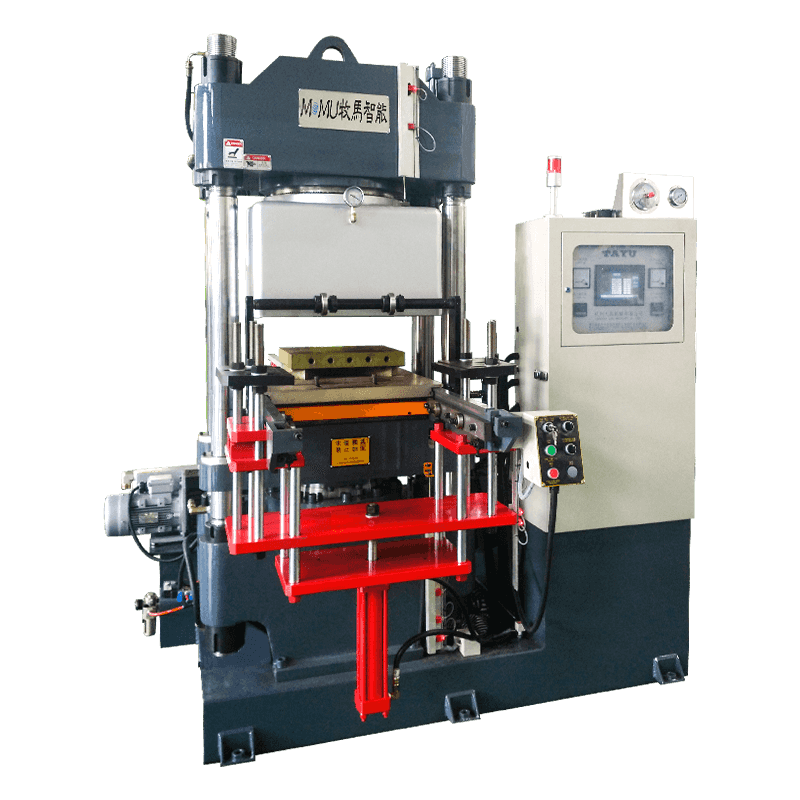
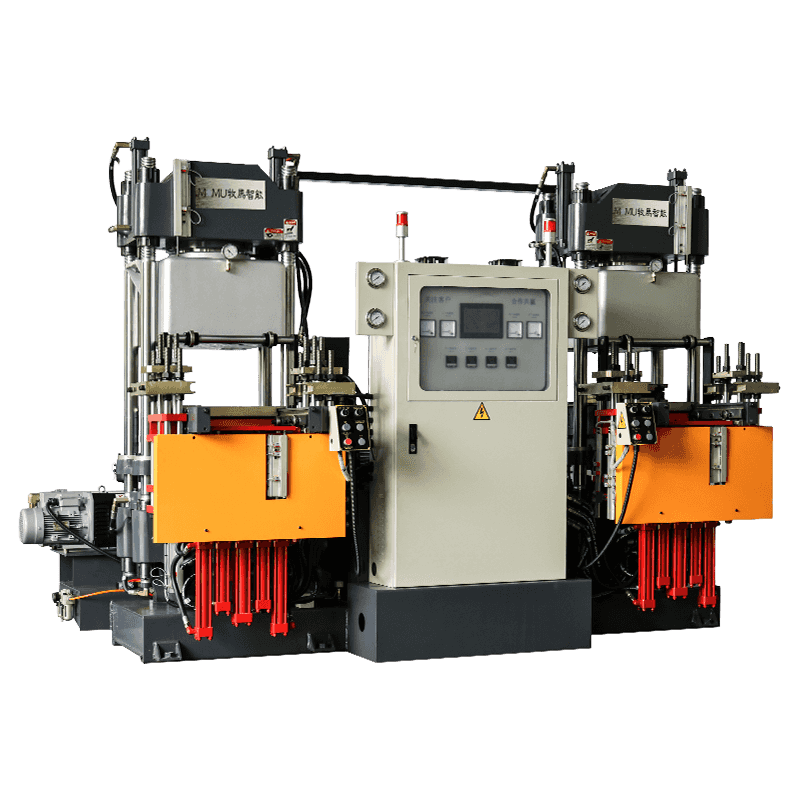
A unidade de fixação mantém as duas metades do molde unidas contra a força gerada pela pressão de injeção. A força de fixação é medida em quilonewtons (kN) ou toneladas e deve exceder a área projetada das cavidades do molde multiplicada pela pressão de injeção. Força de fixação insuficiente causa rebarbas – aletas finas de excesso de borracha na linha de partição – o que aumenta o custo do corte e compromete a precisão dimensional da peça. A maioria das máquinas injetoras de borracha usa sistemas de fixação hidráulica, embora as configurações hidráulicas diretas e assistidas por alternância ofereçam diferentes características de velocidade e força adequadas a diferentes requisitos de produção.
Molde e Sistema de Aquecimento
O molde é o elemento de ferramenta que define a geometria da peça acabada. Para injeção de borracha, os moldes são aquecidos — mais comumente com aquecedores elétricos de cartucho ou óleo quente circulante — para manter uma temperatura de vulcanização estável em toda a superfície da cavidade. A uniformidade da temperatura dentro do molde é crítica: pontos quentes causam cura excessiva e degradação das propriedades do material, enquanto pontos frios levam a peças mal curadas que falham em serviço. Os moldes de alta qualidade incluem sensores de temperatura posicionados perto de cada cavidade para permitir monitoramento e correção em tempo real durante a produção.
Sistema de controle
As modernas máquinas de moldagem por injeção de borracha são equipadas com sistemas de controle baseados em PLC ou PC que permitem aos operadores programar e armazenar receitas de processo completas, abrangendo zonas de temperatura do cilindro, perfis de velocidade de injeção, pressão de injeção, pressão de retenção, tempo de cura, temperatura do molde e sequência de ejeção. A capacidade de salvar e recuperar receitas é especialmente importante em instalações multiprodutos, onde as máquinas alternam regularmente entre diferentes compostos de borracha e geometrias de peças, cada uma exigindo um conjunto distinto de parâmetros.
Parâmetros-chave do processo que todo operador deve controlar
A qualidade das peças moldadas por injeção de borracha é determinada pela precisão com que os parâmetros do processo são definidos e mantidos durante a produção. Os parâmetros a seguir interagem entre si, o que significa que uma alteração em um geralmente requer ajuste em outros para manter a qualidade da peça.
| Parâmetro | Faixa Típica | Efeito se for muito baixo | Efeito se for muito alto |
| Temperatura do barril | 70°C – 100°C | Fluxo fraco, preenchimento incompleto | Queimadura, cura prematura |
| Temperatura do Molde | 160°C – 200°C | Partes fracas e pouco curadas | Cura excessiva, degradação da superfície |
| Pressão de injeção | 80 – 200MPa | Tiros curtos, vazios | Flash, danos ao molde |
| Tempo de cura | 30 seg – 10 min | Peças pegajosas e pouco curadas | Peças quebradiças e excessivamente curadas |
| Velocidade de injeção | Específico do aplicativo | Linhas de malha, preenchimento incompleto | Jateamento, aprisionamento de ar |
O tempo de cura é o parâmetro com impacto mais direto no tempo de ciclo e, portanto, no rendimento da produção. Deve ser determinado por testes reômetros do composto de borracha específico utilizado, pois diferentes formulações – borracha natural, EPDM, silicone, NBR, neoprene – cada uma tem sua própria cinética de vulcanização. A tentativa de reduzir o tempo de cura além do que a química do composto permite resulta em peças mal curadas que podem passar na inspeção inicial, mas falhar prematuramente em serviço.
Indústrias e aplicações onde essas máquinas são usadas
As máquinas de moldagem por injeção de borracha atendem a uma ampla gama de indústrias onde são necessárias tolerâncias dimensionais rígidas, propriedades de material consistentes e altos volumes de produção. O setor automotivo é responsável por uma grande parcela da capacidade global de moldagem por injeção de borracha, produzindo vedações, juntas, ilhós, amortecedores de vibração, anéis de vedação e proteção contra intempéries — componentes que devem funcionar de maneira confiável em faixas extremas de temperatura e longas vidas úteis. As peças de borracha de grau automotivo são normalmente moldadas a partir de EPDM, NBR ou compostos de silicone selecionados por sua resistência a fluidos, temperaturas e condições ambientais específicas.
A indústria de dispositivos médicos é outro grande usuário de moldagem por injeção de borracha, especialmente para componentes de silicone. A moldagem por injeção de borracha de silicone líquida (LSR) é uma variante especializada do processo que lida com sistemas de silicone curados com platina de dois componentes, produzindo peças como selos cirúrgicos, componentes de cateteres, máscaras respiratórias e componentes de dispositivos de administração de medicamentos. A moldagem LSR requer configurações de máquinas dedicadas com cilindros de injeção resfriados — o oposto da moldagem de borracha convencional — porque o material cura rapidamente nas temperaturas do molde, mas deve ser mantido frio no cilindro para evitar a gelificação prematura.
- Automotivo: Vedações de portas e janelas, juntas de motor, isoladores de vibração, componentes de freio, conectores de mangueiras e ilhós sob o capô que exigem resistência ao calor e a fluidos.
- Médico e farmacêutico: Rolhas de silicone para frascos, componentes de seringas, selos implantáveis, membranas de dispositivos respiratórios e componentes de gerenciamento de fluidos que exigem biocompatibilidade e resistência à esterilização.
- Eletrônica: Botões do teclado, vedações de conectores, almofadas amortecedoras de vibração e juntas de gabinete que protegem as placas de circuito contra umidade e choques mecânicos.
- Máquinas industriais: Selos hidráulicos, O-rings pneumáticos, componentes de correias transportadoras, diafragmas de bombas e elementos de acoplamento que operam sob tensão mecânica contínua.
- Bens de consumo: Solas de sapatos, punhos, vedações de eletrodomésticos, componentes de produtos para bebês e peças de artigos esportivos onde a qualidade tátil e a durabilidade são importantes.
Comparando Moldagem por Injeção de Borracha com Moldagem por Transferência e Compressão
A moldagem por injeção de borracha não é o único processo disponível para a produção de peças de borracha. A moldagem por transferência e a moldagem por compressão são alternativas mais antigas e mais simples que permanecem em uso generalizado. Compreender onde cada processo se destaca ajuda os fabricantes a escolher o método certo para uma determinada geometria de peça, necessidade de volume e orçamento.
A moldagem por compressão coloca um pedaço pré-pesado de borracha não curada diretamente em uma cavidade aberta do molde e, em seguida, fecha o molde sob pressão hidráulica e calor. É a opção de ferramenta mais simples e de menor custo, mas produz níveis mais elevados de rebarba, menos consistência dimensional e tempos de ciclo mais longos em comparação com a injeção. Continua prático para peças grandes e simples com baixos volumes de produção, onde a justificativa do custo do ferramental é mais importante do que a eficiência do tempo de ciclo. A moldagem por transferência usa um recipiente e um êmbolo para empurrar a borracha de um reservatório através dos orifícios do canal de injeção para um molde fechado, oferecendo melhor controle dimensional do que a compressão, mas ainda produzindo resíduos de material retirados do recipiente de transferência que devem ser descartados. A moldagem por injeção elimina a maior parte desse desperdício, injetando apenas o volume preciso de injeção necessário, proporcionando os tempos de ciclo mais curtos e consistentes e produzindo a mais alta precisão dimensional — tornando-a o processo preferido sempre que os volumes de peças e os requisitos de qualidade justificam o maior investimento na máquina.

O que avaliar ao selecionar uma máquina de moldagem por injeção de borracha
Selecionar a máquina injetora de borracha certa para uma aplicação específica requer a avaliação de diversas especificações interdependentes, em vez de focar em um único número, como força de fixação ou tamanho do disparo isoladamente.
- Força de fixação: Calcule a força de fixação necessária com base na área projetada da cavidade e na pressão de injeção esperada. Sempre inclua uma margem de segurança de pelo menos 10–15% acima do mínimo calculado para levar em conta a variabilidade do processo.
- Volume de tiro e diâmetro do parafuso: A capacidade de injeção da máquina deve acomodar confortavelmente o peso da peça mais o peso do sistema de rotor sem exceder 80% do volume máximo de injeção, o que garante uma homogeneização consistente do material em cada ciclo.
- Segurança contra queimaduras: Avalie o design do cano da máquina e a precisão do controle de temperatura. Máquinas destinadas a compostos sensíveis ao calor ou de cura rápida precisam de controle de temperatura do cilindro bem zoneado e designs de parafuso com tempo de permanência curto para evitar queimaduras.
- Tamanho da placa do molde e luz natural: Confirme se as dimensões da placa da máquina e a distância máxima de abertura do molde (luz do dia) são compatíveis com as dimensões do molde e a altura da peça na ejeção.
- Capacidade do sistema de controle: Para instalações com vários produtos, priorize máquinas com armazenamento de receitas, registro de dados de processo e capacidade de monitoramento remoto para apoiar a rastreabilidade da qualidade e reduzir o tempo de configuração entre os trabalhos.