O que torna a moldagem por injeção LSR fundamentalmente diferente
A moldagem por injeção de borracha de silicone líquida (LSR) é um processo de fabricação de precisão que difere da moldagem por injeção termoplástica convencional em quase todos os parâmetros críticos. Enquanto a moldagem termoplástica injeta um material aquecido em um molde resfriado para solidificar, a moldagem LSR faz o oposto: um composto de silicone líquido frio de dois componentes é injetado em um molde aquecido onde sofre uma reação de reticulação de cura por adição e vulcaniza permanentemente em uma peça elastomérica flexível e durável. Essa inversão térmica – injeção a frio em um molde quente – define toda a arquitetura da máquina, a filosofia de projeto do molde e a estratégia de controle de processo necessária para uma produção LSR bem-sucedida. Compreender essa inversão fundamental é o ponto de partida para qualquer pessoa que especifique, opere ou projete uma máquina de moldagem por injeção LSR.
Os compostos LSR são fornecidos como sistemas de duas partes: a Parte A contém o polímero base com um catalisador de platina e a Parte B contém o pacote de reticulador e inibidor. Esses dois componentes são armazenados separadamente para evitar a cura prematura, dosados na proporção de 1:1 pelo sistema de dosagem da máquina, misturados em um misturador estático imediatamente antes da injeção e entregues ao molde em um fluxo altamente controlado e termicamente condicionado. Todo o sistema de manuseio e injeção de material deve ser mantido em temperaturas entre 5°C e 25°C para evitar a gelificação prematura, enquanto o molde opera simultaneamente de 150°C a 220°C para promover uma cura completa rápida. Gerenciar esse contraste térmico em toda a máquina e no molde é o desafio central de engenharia da moldagem por injeção LSR.
Componentes principais de uma máquina de moldagem por injeção LSR
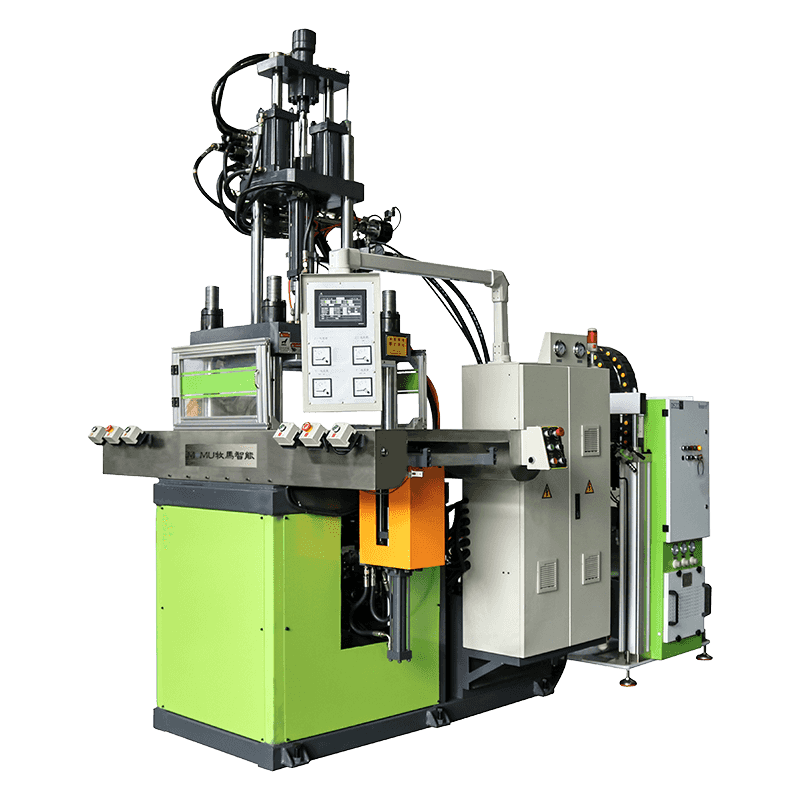
Um Máquina de moldagem por injeção LSR é um sistema integrado que compreende vários subsistemas que devem trabalhar em coordenação precisa para fornecer peças de qualidade consistente. Ao contrário de uma máquina de injeção termoplástica padrão, onde o cilindro e o parafuso realizam a plastificação e a injeção, a unidade de injeção da máquina LSR é construída especificamente para lidar com um líquido de dois componentes de baixa viscosidade e termicamente sensível. Cada subsistema desempenha um papel específico e insubstituível no processo.
Sistema de medição e dosagem de dois componentes
O sistema de dosagem retira a Parte A e a Parte B de tambores ou baldes de abastecimento usando placas seguidoras que mantêm pressão constante na superfície do material e evitam a entrada de ar. Bombas de engrenagens de precisão ou bombas dosadoras do tipo pistão fornecem ambos os componentes simultaneamente em uma proporção volumétrica de 1:1 controlada com precisão, com precisão de proporção normalmente mantida em ±1% para garantir densidade de reticulação consistente e dureza final. Muitos sistemas também incorporam uma linha de dosagem de pigmentos – um terceiro fluxo de dosagem que introduz masterbatch de cores ou aditivos funcionais no cabeçote de mistura em proporções programáveis, permitindo a produção multicolorida ou dosada com aditivos sem preparação manual do composto. Sensores de pressão e medidores de vazão em todo o circuito de dosagem fornecem feedback em tempo real que aciona alarmes e paradas da máquina se forem detectados desvios de proporção ou anomalias de vazão.

Sistema de mistura estática e câmara fria
Após a dosagem, os dois componentes passam por um misturador estático descartável – um tubo contendo uma série de elementos de mistura helicoidais que dividem e recombinam progressivamente os fluxos de material até que a mistura homogênea completa seja alcançada, normalmente entre 20 e 40 elementos de mistura, dependendo da viscosidade do composto e da qualidade desejada da mistura. O composto misturado então entra no sistema de câmara fria no molde, que é um coletor termicamente isolado mantido na mesma temperatura fria do cilindro de injeção – normalmente abaixo de 20°C – usando circuitos de resfriamento de água que funcionam independentemente do controle de temperatura do molde quente. A câmara fria retém o LSR não curado entre os disparos, evitando o desperdício de material e permitindo a remoção automática, uma vez que o canal de entrada e os canais da câmara fria permanecem líquidos e são retraídos com a abertura do molde, não deixando nenhum resíduo curado do canal para aparar ou reciclar.
Barril de injeção e parafuso alternativo
O cilindro de injeção recebe o composto LSR misto do coletor da câmara fria e usa um parafuso alternativo de baixa compressão para acumular um jato de material e injetá-lo nas cavidades do molde. Ao contrário dos parafusos termoplásticos, que são projetados para gerar calor por meio de cisalhamento, os parafusos de injeção LSR têm taxas de compressão muito baixas (normalmente 1:1 a 1,2:1) e são projetados para transportar material com aquecimento de cisalhamento mínimo para evitar o desencadeamento de cura prematura no cilindro. Todo o conjunto do cilindro é revestido com resfriamento a água para manter a temperatura do material abaixo do limite de ativação do catalisador de platina. A precisão do tamanho do disparo é crítica na moldagem LSR porque o material tem viscosidade muito baixa e irá passar através de pequenas lacunas se o volume do disparo exceder o volume da cavidade – a pressão de injeção típica para LSR varia de 100 a 250 bar, consideravelmente menor que as pressões de injeção de termoplásticos.
Princípios de projeto de molde específicos para processamento LSR
O projeto do molde LSR segue princípios que são, em muitos aspectos, o inverso do projeto do molde termoplástico. Como o LSR encolhe ligeiramente durante a cura (normalmente 2–4% de contração linear dependendo do composto e das condições de cura) e tem viscosidade extremamente baixa em seu estado não curado, o molde deve ser projetado com tolerâncias de linha de partição mais restritas, estratégias de ventilação mais agressivas e uma arquitetura térmica que promova uma cura rápida e uniforme em toda a cavidade. A construção do molde normalmente usa aço para ferramentas endurecido de grau P20 ou H13, com superfícies de cavidade polidas até Ra 0,05 µm ou melhor para obter o acabamento superficial necessário em peças LSR médicas, ópticas ou de consumo.
Tolerâncias de linha de partição e prevenção de flash
A baixa viscosidade do LSR – normalmente de 50.000 a 300.000 mPa·s na temperatura de injeção – significa que ele penetrará em lacunas tão pequenas quanto 0,004 mm na pressão de injeção, produzindo rebarbas extremamente finas, difíceis de aparar e inaceitáveis em aplicações de precisão. As superfícies das linhas de partição devem ser retificadas até 0,005 mm em toda a face do molde, e a força de fixação deve ser suficiente para manter a linha de partição fechada contra a pressão da cavidade durante a injeção e a cura. A força de fixação necessária é calculada com base na área projetada da peça e no pico de pressão da cavidade, com um fator de segurança típico de 1,5 a 2 aplicado. Para um molde LSR de múltiplas cavidades que produz pequenos componentes médicos, forças de fixação de 50 a 150 toneladas são comuns, mesmo para máquinas com tamanhos de injeção modestos.
Estratégia de ventilação para evacuação aérea
O ar preso nas cavidades do molde LSR não pode escapar através do material, como acontece em alguns processos termoplásticos onde o gás é absorvido pelo fundido. O ar retido no LSR produz vazios, preenchimento incompleto e defeitos superficiais que são particularmente visíveis em compostos LSR transparentes ou translúcidos. Two venting strategies are used in LSR mold design: passive venting through precision-ground parting line vents of 0.003 to 0.005 mm depth placed at last-fill locations, and active vacuum venting in which a vacuum pump evacuates the closed mold cavities through dedicated vent channels immediately before injection. A moldagem LSR assistida por vácuo é obrigatória para peças de geometria complexa, paredes finas abaixo de 0,5 mm ou aplicações onde o conteúdo zero de vazios é um requisito de qualidade, como em componentes médicos implantáveis.
Projeto térmico e layout do sistema de aquecimento
A temperatura uniforme do molde é essencial para uma taxa de cura consistente em todas as cavidades, especialmente em ferramentas com múltiplas cavidades, onde a variação de temperatura entre as cavidades produz peças com diferentes durezas, encolhimento e propriedades mecânicas. Aquecedores elétricos de cartucho são o método de aquecimento mais comum para moldes LSR, instalados em padrões localizados com precisão que alcançam uniformidade de temperatura dentro de ±3°C em toda a superfície da cavidade quando medido em condições de produção em estado estacionário. Os controladores de temperatura do molde dedicados à função LSR mantêm a precisão do ponto de ajuste de ±1°C e respondem rapidamente à extração de calor causada pela injeção de LSR frio contra a superfície quente do molde a cada ciclo. A colocação do termopar a 5 mm da superfície da cavidade, em vez de na base do molde, proporciona um feedback mais representativo da temperatura da cavidade e um controle mais rígido.
Parâmetros-chave do processo e seus efeitos na qualidade da peça
Controlar o processo de moldagem por injeção LSR para produzir peças consistentes e sem defeitos requer a compreensão de como cada parâmetro do processo influencia o resultado final. A tabela a seguir resume os parâmetros críticos, suas faixas operacionais típicas e os atributos de qualidade que eles afetam principalmente:
| Parâmetro | Faixa Típica | Efeito de qualidade primário |
| Temperatura do Molde | 150–220°C | Cura completa, tempo de ciclo, encolhimento |
| Velocidade de injeção | Velocidade do parafuso de 10–80 mm/s | Equilíbrio de enchimento, aprisionamento de ar, risco de flash |
| Pressão de injeção | 100–250 barras | Preenchimento de cavidade, flash de linha de partição |
| Tempo de cura | 15–90 segundos | Propriedades mecânicas, rasgabilidade de peças |
| Temperatura do material (barril) | 5–25°C | Vida útil, prevenção de gelificação prematura |
| Proporção de dosagem (A:B) | 1:1 ± 1% | Dureza, densidade de reticulação, conjunto de compressão |
O tempo de cura é particularmente influente porque as peças LSR mal curadas rasgam durante a desmoldagem, enquanto a cura excessiva desperdiça significativamente o tempo do ciclo sem melhorar significativamente as propriedades mecânicas, uma vez alcançada a densidade total da reticulação. O tempo mínimo de cura para uma determinada temperatura do molde é estabelecido através de um estudo de cura no qual as peças são desmoldadas em intervalos progressivamente mais curtos e testadas quanto à resistência ao rasgo e à deformação por compressão até que o tempo de cura mínimo aceitável seja identificado. Na produção, uma margem de segurança de 10–15% é adicionada ao tempo mínimo de cura para compensar a variação normal do processo.
Projetando peças LSR para moldabilidade e desempenho
O projeto da peça para moldagem por injeção LSR requer levar em conta a combinação exclusiva do material de alta elasticidade, baixo módulo e retração de cura significativa. Várias regras de projeto se aplicam especificamente ao LSR que diferem das diretrizes de projeto de borracha de silicone termoplástica e moldada por compressão:
- Uniformidade da espessura da parede: O LSR flui facilmente em seções finas, mas a espessura da parede altamente não uniforme produz taxas de cura diferenciais e tensão residual que causa empenamento após a desmoldagem. Manter a variação da espessura da parede dentro de uma proporção máxima de 3:1 – e idealmente 2:1 – em toda a peça minimiza esse efeito. As transições entre seções grossas e finas devem ser graduais com raio, em vez de etapas abruptas.
- Ângulos de saída para desmoldagem: Embora a alta elasticidade do LSR signifique que ele pode ser esticado sobre cortes inferiores e retirado do molde, ângulos de inclinação de 3° a 5° por lado nas paredes internas reduzem a força de desmoldagem necessária e prolongam a vida útil do molde. Para superfícies texturizadas ou coladas, recomendam-se ângulos de inclinação mais elevados, de 5° a 10°, para evitar rasgos na textura da superfície durante a ejeção da peça.
- Localização e tamanho do portão: As portas LSR devem estar localizadas na seção transversal mais espessa da peça para permitir que o material flua do grosso para o fino, reduzindo o risco de disparos curtos em características finas. As comportas de túnel e as comportas de pinos se autodescarram de forma limpa no LSR devido à recuperação elástica do material, tornando-as preferidas em relação às comportas de borda que deixam marcas de testemunhas que exigem corte manual.
- Compensação de contração nas dimensões da cavidade: O LSR encolhe de 2 a 4% linearmente após a desmoldagem e pós-cura, e as dimensões da cavidade devem ser aumentadas pela contração esperada para atingir as dimensões desejadas da peça. A contração varia de acordo com a dureza do composto, a temperatura de cura e a geometria da peça, portanto, os testes iniciais da ferramenta são essenciais para calibrar a contração real para cada composto específico e projeto de molde antes que a ferramenta seja finalizada.
Defeitos comuns na moldagem LSR e suas causas raízes
Mesmo com moldes bem projetados e máquinas adequadamente configuradas, a moldagem por injeção LSR é suscetível a um conjunto de defeitos recorrentes que requerem diagnóstico sistemático e ajuste de processo para serem resolvidos. Identificar a causa raiz de cada defeito – seja na máquina, no molde, no material ou nos parâmetros do processo – é essencial para implementar uma ação corretiva eficaz, em vez de mascarar o sintoma com alterações compensatórias nos parâmetros.
- Flash: O defeito mais comum do LSR, causado por pressão de injeção excessiva, força de fixação insuficiente, superfícies de linha de partição desgastadas ou fora de tolerância ou deflexão do molde sob pressão da cavidade. As ações corretivas incluem a verificação da adequação da força de fixação, a retificação das superfícies das linhas de partição, a redução da velocidade e da pressão de injeção e a verificação do nivelamento da placa do molde e da condição do pilar de suporte.
- Planos curtos e preenchimento incompleto: Causado por volume de tiro insuficiente, aberturas de ventilação bloqueadas, aprisionamento de ar ou material que gelificou parcialmente no cano ou na câmara fria devido à variação de temperatura. Verificar e limpar os canais de ventilação, verificar as temperaturas do cano e da câmara fria e aumentar ligeiramente o volume do disparo são as primeiras etapas do diagnóstico.
- Rasgando durante a desmoldagem: Indica subcura devido a tempo de cura insuficiente ou baixa temperatura do molde. Prolongar o tempo de permanência ou aumentar a temperatura do molde em 5–10°C resolve a maioria dos problemas de rasgo. Rasgos persistentes em geometria complexa podem indicar um problema no projeto do molde, onde a geometria da peça cria concentrações de tensão durante a ejeção que exigem modificação do projeto.
- Variação de dureza entre cavidades: Causada pela temperatura não uniforme do molde em toda a placa de cavidade, o que produz diferentes taxas de cura em diferentes cavidades. O mapeamento do termopar da superfície do molde durante a produção identifica zonas quentes e frias, e a colocação do aquecedor ou ajustes de distribuição de energia são feitos para obter uniformidade térmica dentro das especificações.