Máquinas de moldagem por injeção de isoladores representam um avanço crítico na produção de componentes elétricos, particularmente para a fabricação de materiais isolantes de alta qualidade usados em transmissão de energia, sistemas de distribuição e diversas aplicações elétricas. Essas máquinas especializadas combinam engenharia de precisão com tecnologia avançada de processamento de polímeros para criar componentes isolantes que atendem a rigorosos padrões de segurança elétrica e requisitos de desempenho. A evolução dessas máquinas transformou a forma como os fabricantes abordam a produção de isoladores, permitindo maiores volumes de produção, maior consistência e propriedades aprimoradas dos materiais que são essenciais para a infraestrutura elétrica moderna.
A procura global por isoladores eléctricos fiáveis continua a crescer à medida que as redes eléctricas se expandem e os sistemas de energia renovável proliferam. A tecnologia de moldagem por injeção emergiu como o método de fabricação preferido devido à sua capacidade de produzir geometrias complexas com excelente precisão dimensional, mantendo ao mesmo tempo as propriedades dielétricas críticas necessárias para o isolamento elétrico. Compreender as capacidades, os critérios de seleção e as considerações operacionais dessas máquinas é essencial para os fabricantes que buscam otimizar seus processos de produção e fornecer ao mercado produtos isolantes de qualidade superior.
Compreendendo a tecnologia central por trás da moldagem por injeção de isoladores
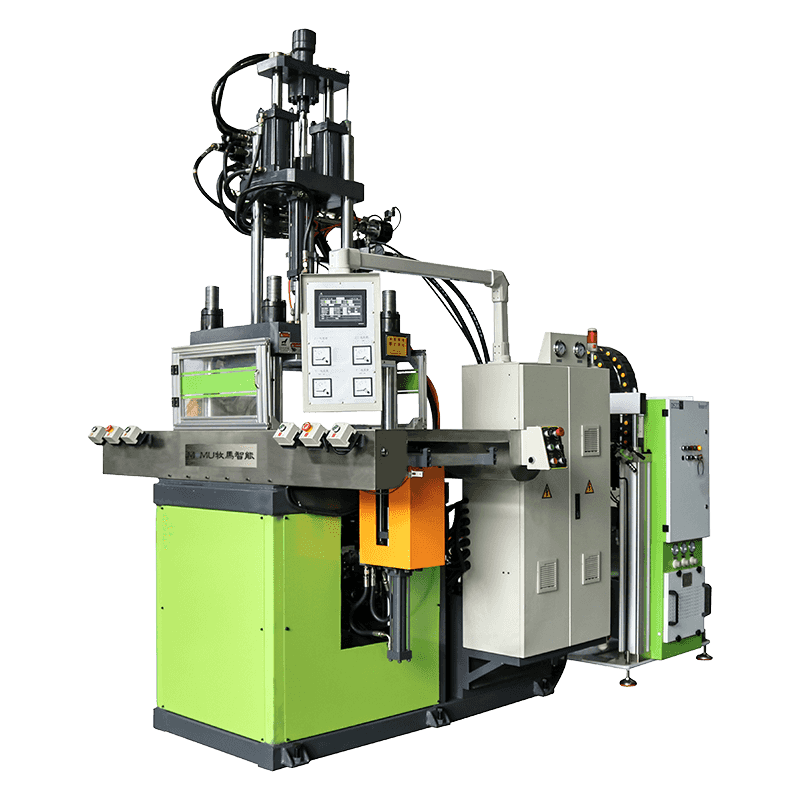
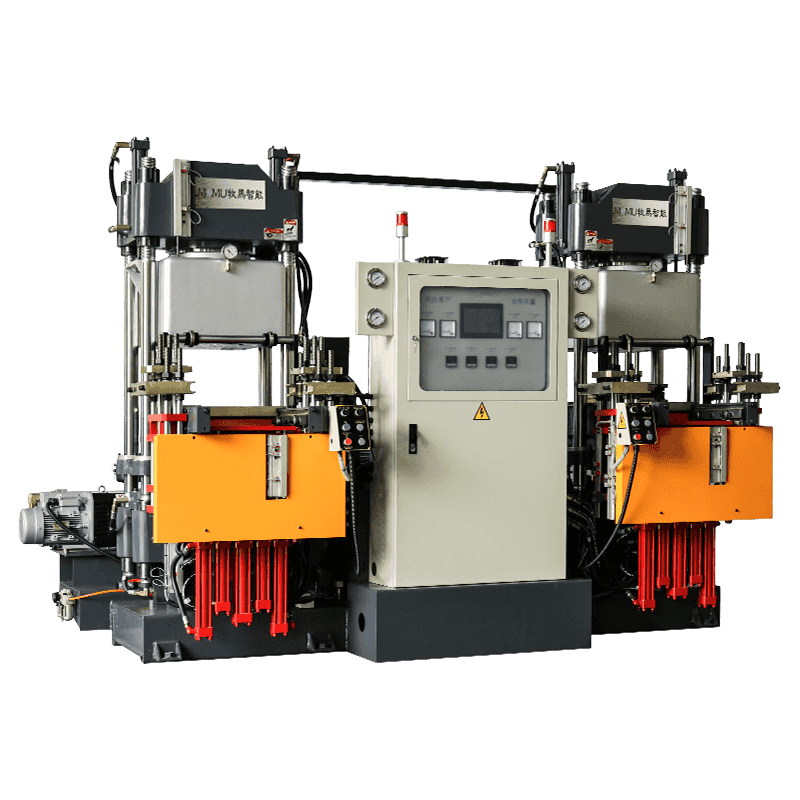
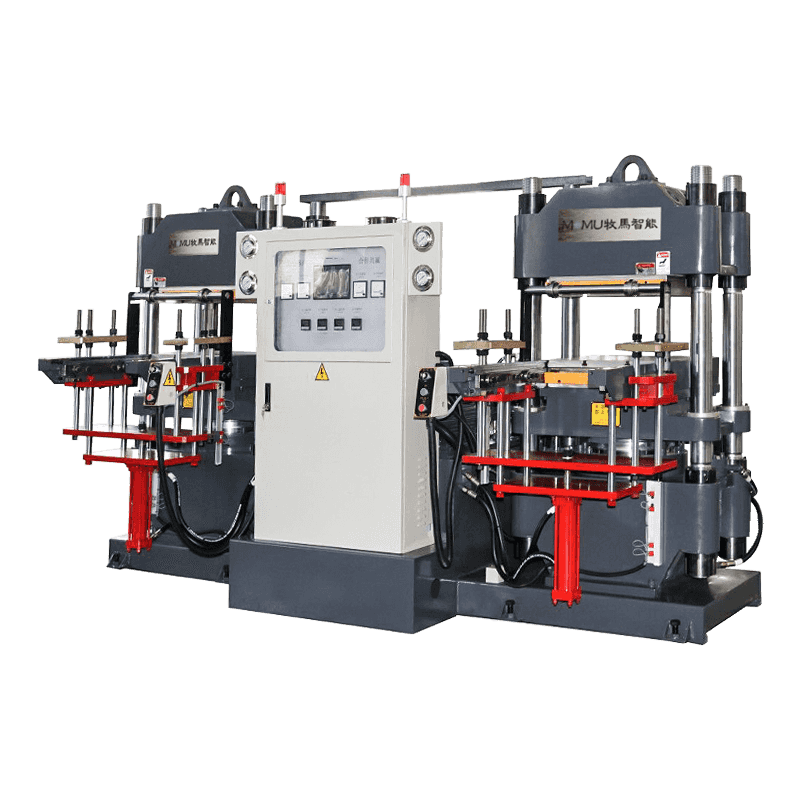
As máquinas injetoras de isoladores operam com princípios fundamentais adaptados especificamente para o processamento de materiais termoplásticos e termoendurecíveis com excelentes propriedades isolantes. O processo começa com materiais poliméricos brutos, normalmente resinas epóxi, borracha de silicone, polietileno ou outros compostos especializados, sendo alimentados em um barril aquecido onde são derretidos e homogeneizados. O material fundido é então injetado sob alta pressão em moldes projetados com precisão que definem a forma e as dimensões finais do componente isolante.
O que distingue as máquinas de moldagem por injeção de isoladores dos equipamentos de moldagem por injeção padrão é sua configuração especializada para manusear materiais com propriedades elétricas e térmicas específicas. Essas máquinas incorporam sistemas precisos de controle de temperatura que mantêm condições ideais de processamento para polímeros isolantes, que geralmente possuem janelas de processamento estreitas. As unidades de injeção são projetadas para lidar com materiais com viscosidades variadas e podem incluir recursos como desgaseificação a vácuo para eliminar bolsas de ar que poderiam comprometer a rigidez dielétrica.
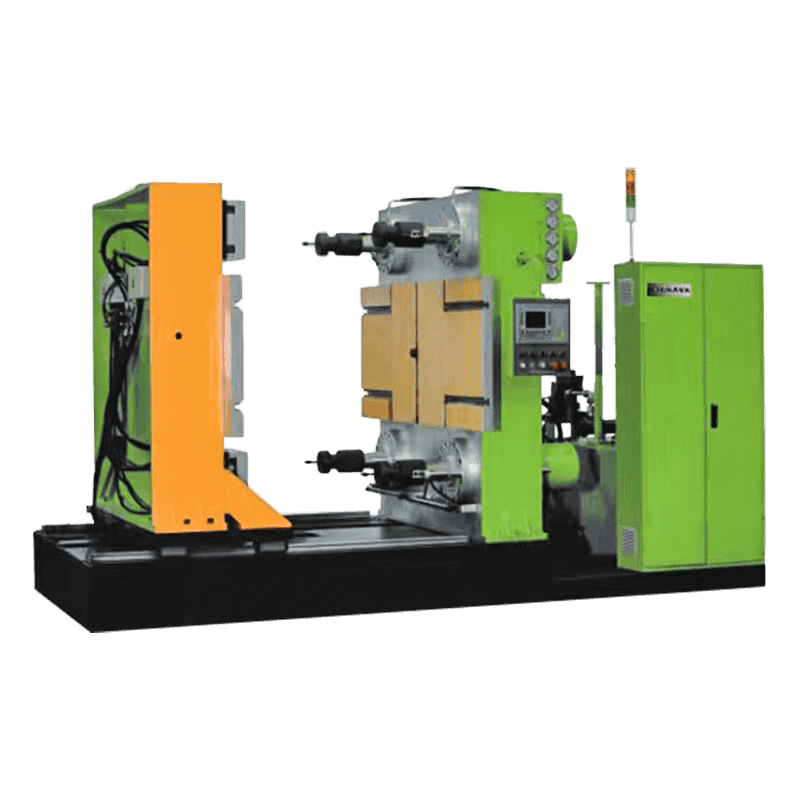
O sistema de fixação nessas máquinas deve fornecer força suficiente para manter os moldes fechados durante a injeção e, ao mesmo tempo, acomodar as características de expansão térmica dos materiais isolantes. As máquinas modernas normalmente apresentam sistemas de acionamento servo-hidráulicos ou totalmente elétricos que oferecem controle preciso sobre a velocidade de injeção, pressão e tempo de retenção – parâmetros que influenciam diretamente as propriedades elétricas, a resistência mecânica e o acabamento superficial do produto final.
Principais materiais processados em moldagem por injeção de isoladores
A seleção de materiais isolantes apropriados é fundamental para o sucesso da produção de isoladores. Diferentes aplicações requerem materiais com propriedades específicas de resistência elétrica, mecânica e ambiental. A compreensão desses materiais ajuda os fabricantes a selecionar a configuração correta da máquina e os parâmetros de processamento corretos.
| Tipo de material | Aplicativos primários | Propriedades principais |
| Resinas Epóxi | Isoladores de alta tensão, buchas | Excelente rigidez dielétrica, estabilidade térmica |
| Borracha de silicone | Isoladores externos, acessórios para cabos | Resistência às intempéries, hidrofobicidade, flexibilidade |
| Polietileno (PE) | Isolamento de cabos, componentes de baixa tensão | Baixa perda dielétrica, resistência à umidade |
| Compostos BMC/DMC | Peças do disjuntor, comutadores | Resistência ao arco, estabilidade dimensional |
Cada categoria de material requer configurações de máquina e parâmetros de processamento específicos. Materiais termoendurecíveis, como resinas epóxi e compostos BMC, exigem máquinas com designs de parafusos especializados e perfis de aquecimento para iniciar e controlar o processo de cura dentro do molde. Esses materiais não podem ser fundidos novamente depois de curados, tornando o controle do processo crítico para minimizar o desperdício e garantir uma qualidade consistente. Por outro lado, materiais termoplásticos como o polietileno oferecem flexibilidade de reprocessamento, mas exigem controle preciso de resfriamento para atingir cristalinidade e propriedades elétricas ideais.
Especificações críticas da máquina e critérios de seleção
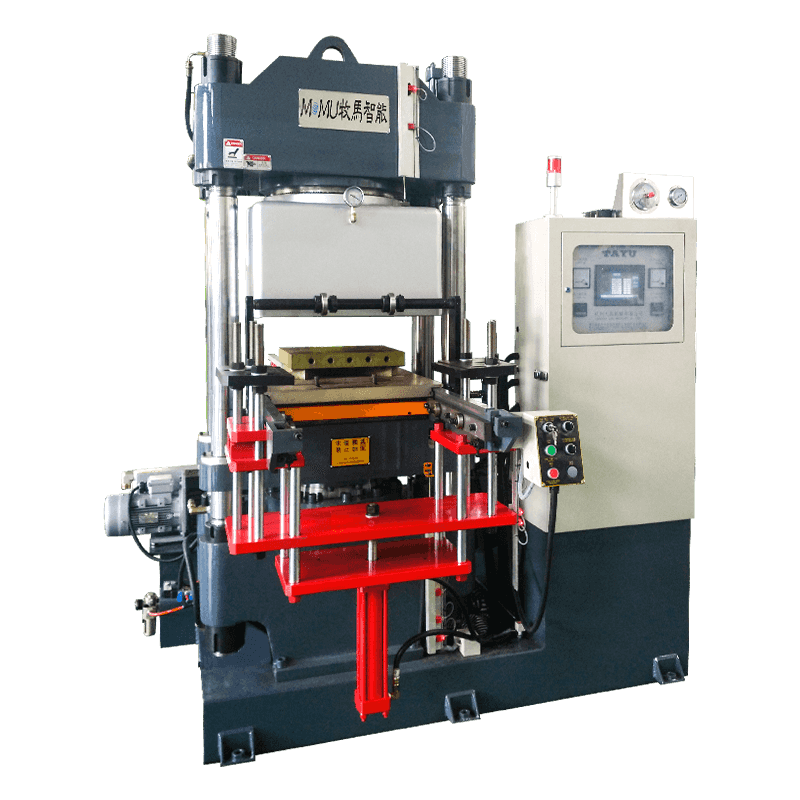
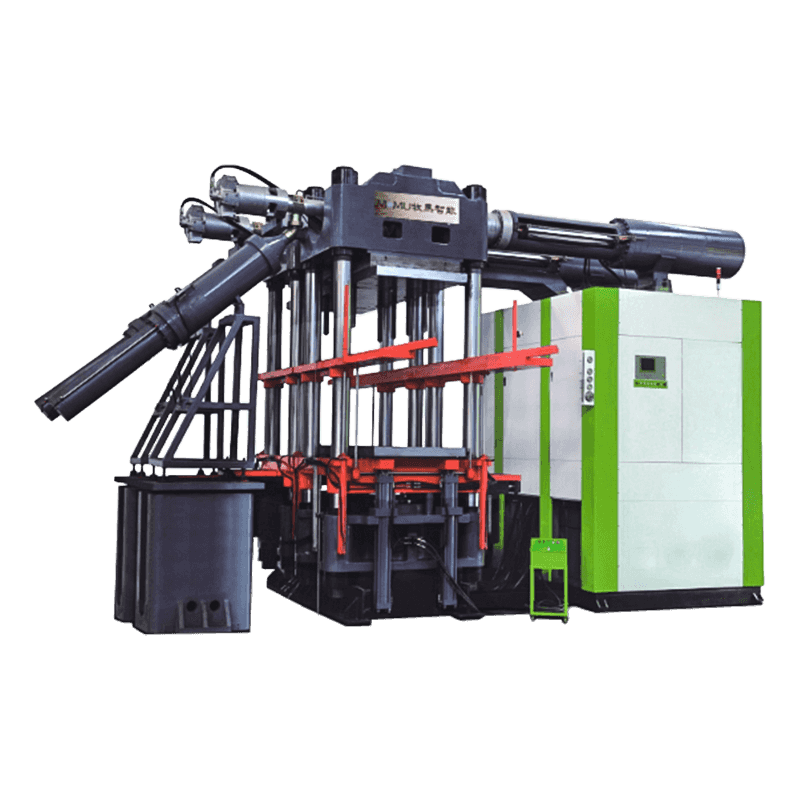
A seleção da máquina de moldagem por injeção de isoladores apropriada requer consideração cuidadosa de múltiplas especificações técnicas que se alinham com os requisitos de produção e características do produto. A força de fixação representa uma das especificações mais fundamentais, normalmente variando de 50 a 2.000 toneladas para produção de isoladores. Este parâmetro deve ser suficiente para neutralizar a pressão de injeção e evitar a separação do molde, o que causaria formação de rebarbas e imprecisões dimensionais. A força de fixação necessária depende da área projetada da peça e da pressão de injeção necessária para preencher geometrias complexas.
A capacidade de injeção e o tamanho do disparo determinam a quantidade máxima de material que pode ser injetado em um único ciclo. Para a fabricação de isoladores, esta especificação deve considerar não apenas o volume da peça, mas também o sistema de canal e qualquer desperdício potencial. As máquinas são normalmente selecionadas com 40-70% de utilização da capacidade de tiro para garantir uma plastificação consistente e evitar a degradação do material devido ao tempo excessivo de residência no cano.
Os seguintes fatores são essenciais ao avaliar as especificações da máquina:
- Design de parafuso e relação L/D apropriados para o material isolante específico, com parafusos especializados para compostos termoendurecíveis com taxas de compressão reduzidas e válvulas de retenção adequadas para materiais reativos
- Zonas de controle de temperatura com capacidade suficiente de aquecimento e resfriamento para manter perfis térmicos precisos, especialmente críticas para materiais com janelas de processamento estreitas
- Capacidades de controle de velocidade e pressão de injeção que permitem perfis de injeção de vários estágios para otimizar padrões de fluxo e minimizar tensões internas
- Sistemas de controle de temperatura de molde que podem manter temperaturas consistentes em grandes superfícies de molde, muitas vezes exigindo unidades externas de controle de temperatura com capacidade de aquecimento e resfriamento
- Sofisticação do sistema de controle com registro de dados, monitoramento de processos e integração de controle de qualidade para garantir rastreabilidade e produção consistente
Otimizando Processos de Produção para Isoladores de Qualidade
Alcançar uma qualidade consistente na produção de isoladores requer uma otimização meticulosa dos parâmetros do processo de moldagem por injeção. A relação entre as condições de processamento e as propriedades do produto final é complexa, com múltiplas variáveis interagindo para influenciar o desempenho elétrico, a resistência mecânica e a precisão dimensional. O gerenciamento da temperatura talvez seja o fator mais crítico, afetando as características do fluxo do material, as taxas de cura para materiais termofixos e o comportamento de cristalização em termoplásticos.
Os perfis de temperatura do barril devem ser cuidadosamente estabelecidos com base no material específico que está sendo processado. Para isoladores à base de epóxi, as temperaturas são normalmente mantidas entre 80-120°C para manter a resina fluida sem cura prematura. As temperaturas do molde para materiais termoendurecíveis são significativamente mais altas, geralmente de 150 a 180°C, para facilitar a cura completa dentro de tempos de ciclo aceitáveis. Essas temperaturas elevadas do molde exigem sistemas de aquecimento e isolamento especializados para manter a estabilidade térmica e a segurança do operador.

Velocidade de injeção e otimização de pressão
A fase de injeção impacta criticamente a estrutura interna e a qualidade da superfície do produto final. Altas velocidades de injeção podem causar jateamento, marcas de fluxo e aquecimento excessivo por cisalhamento, o que pode degradar o polímero ou criar interfaces fracas. Por outro lado, a injeção excessivamente lenta pode resultar em preenchimento incompleto, especialmente em geometrias complexas com seções finas ou longos caminhos de fluxo. Os perfis de injeção de vários estágios permitem que os fabricantes equilibrem esses requisitos concorrentes, usando velocidades mais altas para enchimento a granel, seguidas de velocidades mais lentas à medida que o molde se aproxima da conclusão.
A pressão e o tempo de retenção garantem o empacotamento adequado da cavidade do molde à medida que o material esfria e encolhe. Para isoladores, o empacotamento adequado é essencial para minimizar vazios e manter tolerâncias dimensionais. A pressão de retenção normalmente varia de 40 a 70% da pressão máxima de injeção e é mantida até que a comporta solidifique, evitando o refluxo e compensando a contração volumétrica.
Considerações sobre projeto de molde para isoladores elétricos
O molde representa um componente crítico no sistema de moldagem por injeção de isoladores, influenciando diretamente a qualidade do produto, a eficiência da produção e os custos de fabricação. Os moldes isolantes devem ser projetados com muita atenção aos requisitos elétricos, incorporando recursos que promovam a distribuição uniforme do material, minimizem as concentrações de tensão e facilitem o preenchimento completo de geometrias complexas, como galpões, nervuras e interfaces de hardware de montagem.
O design e a localização do portão impactam significativamente as propriedades do produto final. Para isoladores, as comportas são normalmente posicionadas para garantir um enchimento equilibrado e minimizar linhas de solda em áreas de alta tensão. Vários sistemas de comporta podem ser empregados para grandes isoladores para reduzir as pressões de injeção e melhorar a distribuição do material. O tipo de comporta – seja borda, submarina ou câmara quente – deve ser selecionado com base nas características do material, geometria da peça e requisitos estéticos.
A ventilação é particularmente crítica para moldes isolantes devido aos requisitos dielétricos do produto final. O ar preso pode criar vazios que concentram o estresse elétrico e levam à falha prematura. Canais de ventilação adequados, normalmente com 0,02 a 0,05 mm de profundidade, devem ser incorporados nos pontos de terminação do fluxo e ao redor dos pinos centrais, sendo rasos o suficiente para evitar flashes de material.
Controle de qualidade e padrões de teste
A garantia de qualidade na fabricação de isoladores vai além da verificação dimensional, abrangendo testes elétricos e validação de propriedades de materiais. As operações modernas de moldagem por injeção de isoladores incorporam sistemas de monitoramento em linha que rastreiam parâmetros críticos do processo em tempo real, fornecendo feedback imediato sobre a estabilidade do processo e permitindo uma intervenção rápida quando ocorrem desvios.
Os protocolos de testes elétricos para isoladores moldados normalmente incluem testes de rigidez dielétrica, que verificam a capacidade do material de suportar níveis de tensão especificados sem quebra. Este teste é realizado em amostras de peças de cada lote de produção usando equipamento de teste calibrado de alta tensão. Testes elétricos adicionais podem incluir medições de resistividade de superfície e volume, avaliação de resistência de rastreamento e testes de descarga parcial para aplicações de alta tensão.
Os testes de propriedades mecânicas garantem que os isoladores possam suportar tensões de instalação e cargas de serviço. Os testes comuns incluem medições de resistência à tração, resistência à flexão e resistência ao impacto. Os testes ambientais simulam os efeitos do envelhecimento através de desgaste acelerado, ciclos térmicos e exposição a produtos químicos ou radiação UV, validando a confiabilidade do desempenho do isolador a longo prazo.
Melhores práticas operacionais e de manutenção
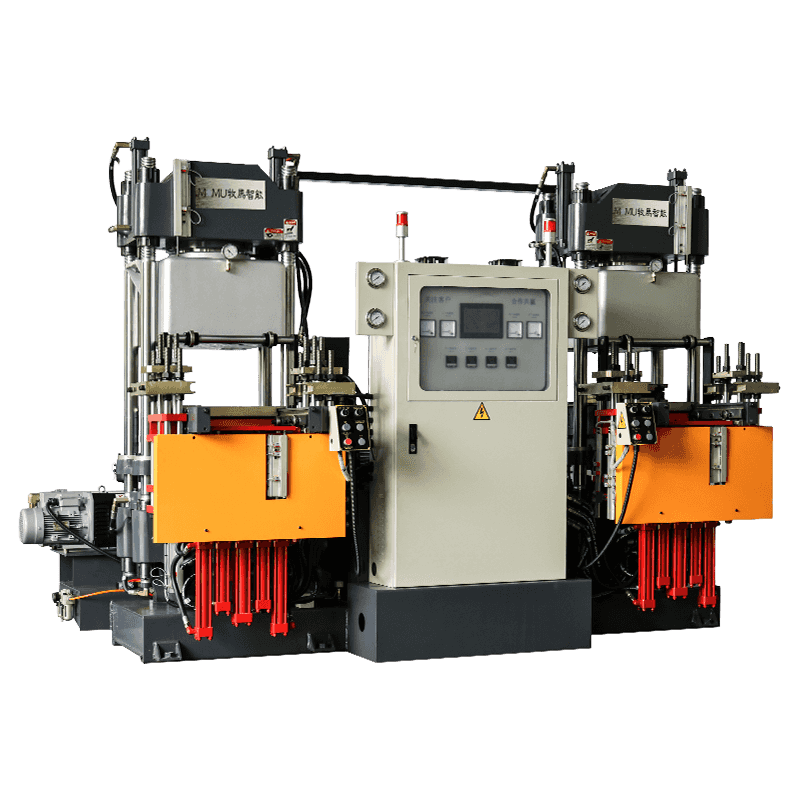
Manter as máquinas de moldagem por injeção de isoladores em ótimas condições requer programas sistemáticos de manutenção preventiva que abordem sistemas mecânicos e térmicos. A inspeção e a manutenção regulares evitam paralisações inesperadas e garantem uma qualidade consistente do produto. Os sistemas hidráulicos exigem trocas periódicas de óleo, substituições de filtros e testes de pressão para manter o controle responsivo e evitar contaminação. As máquinas servoelétricas precisam de inspeção regular de fusos de esferas, guias lineares e componentes elétricos para garantir precisão e confiabilidade.
A montagem do cilindro e do parafuso exige atenção especial devido à sua exposição a altas temperaturas e cargas abrasivas comuns em compostos isolantes. A inspeção regular dos padrões de desgaste, os procedimentos de purga adequados entre as trocas de material e a substituição oportuna de componentes desgastados evitam problemas de qualidade e contaminação do material. Os sensores de temperatura e os elementos de aquecimento devem ser calibrados periodicamente para garantir um controle térmico preciso.
O treinamento do operador representa um aspecto frequentemente subestimado da produção bem-sucedida de isoladores. Pessoal bem treinado pode identificar sinais de alerta precoce de desvio do processo, responder adequadamente a problemas de qualidade e otimizar as configurações da máquina para novos produtos ou materiais. Programas de treinamento abrangentes devem abranger operação de máquinas, protocolos de segurança, manuseio de materiais, procedimentos de inspeção de qualidade e técnicas básicas de solução de problemas. A documentação de parâmetros de processo, atividades de manutenção e métricas de qualidade permite melhoria contínua e fornece dados valiosos para otimização de processos e solução de problemas.