O que é uma máquina de fixação de moldes de silicone líquido e por que isso é importante?
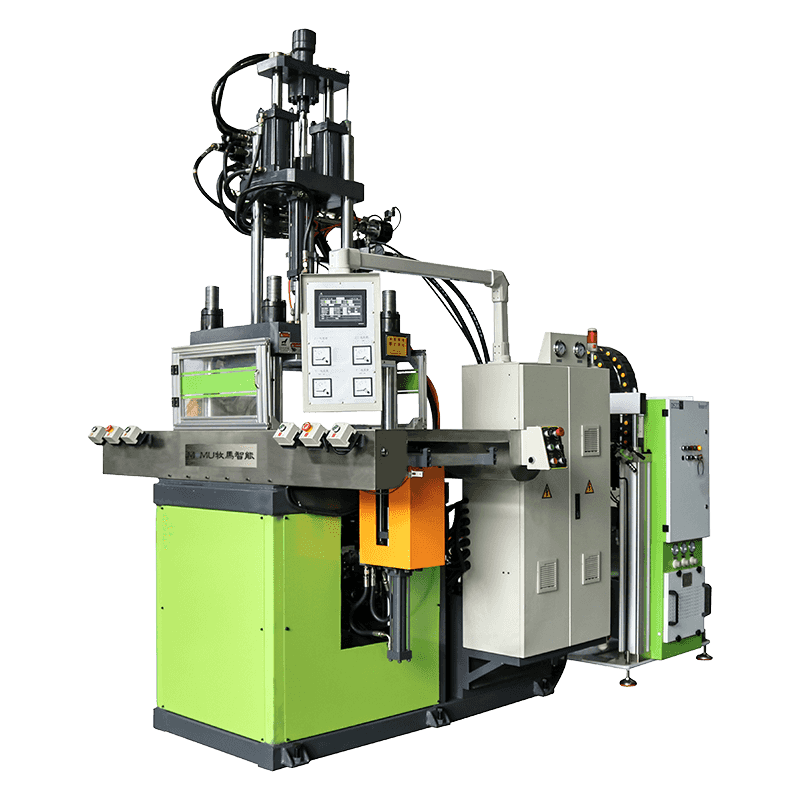
Um máquina de fixação de molde de silicone líquido — comumente chamada de máquina de moldagem por injeção LSR (borracha de silicone líquida) com sistema de fixação integrado — é um equipamento de fabricação especializado projetado para processar borracha de silicone líquida de dois componentes em peças moldadas com precisão. Ao contrário das máquinas convencionais de moldagem por injeção de termoplásticos, as máquinas LSR devem manusear um material que é alimentado a frio em uma cavidade de molde aquecida, onde sofre uma reação de vulcanização (cura) em vez de uma solidificação baseada em resfriamento. A unidade de fixação desempenha um papel crítico neste processo, mantendo uma força de fechamento do molde precisa e consistente durante os ciclos de injeção, enchimento e cura – evitando rebarbas, garantindo a precisão dimensional e protegendo o molde contra danos causados pela pressão interna de injeção.
A importância do sistema de fixação é ampliada no processamento de silicone líquido porque o LSR tem uma viscosidade extremamente baixa em comparação com os termoplásticos – muitas vezes na faixa de 100.000 a 300.000 mPa·s antes da cura. Esta baixa viscosidade significa que o material flui facilmente nos menores espaços entre as superfícies de separação do molde, tornando até mesmo pequenas deficiências de força de fixação instantaneamente visíveis como defeitos de flash na superfície da peça. Uma máquina de fixação devidamente especificada e calibrada elimina esse risco, ao mesmo tempo que permite configurações de ferramentas com alta cavidade que maximizam a eficiência da produção.
Componentes principais e como funciona o sistema de fixação
Compreender a arquitetura de uma máquina de fixação de moldes de silicone líquido ajuda os fabricantes a tomar decisões operacionais e de compra informadas. A máquina é composta por dois subsistemas integrados: a unidade de injeção, que mede, mistura e injeta o LSR de dois componentes, e a unidade de fixação, que abre, fecha e trava o molde sob força controlada. Para aplicações de silicone líquido, ambos os subsistemas devem atender a padrões significativamente mais exigentes do que aqueles para máquinas termoplásticas padrão.
A unidade de fixação
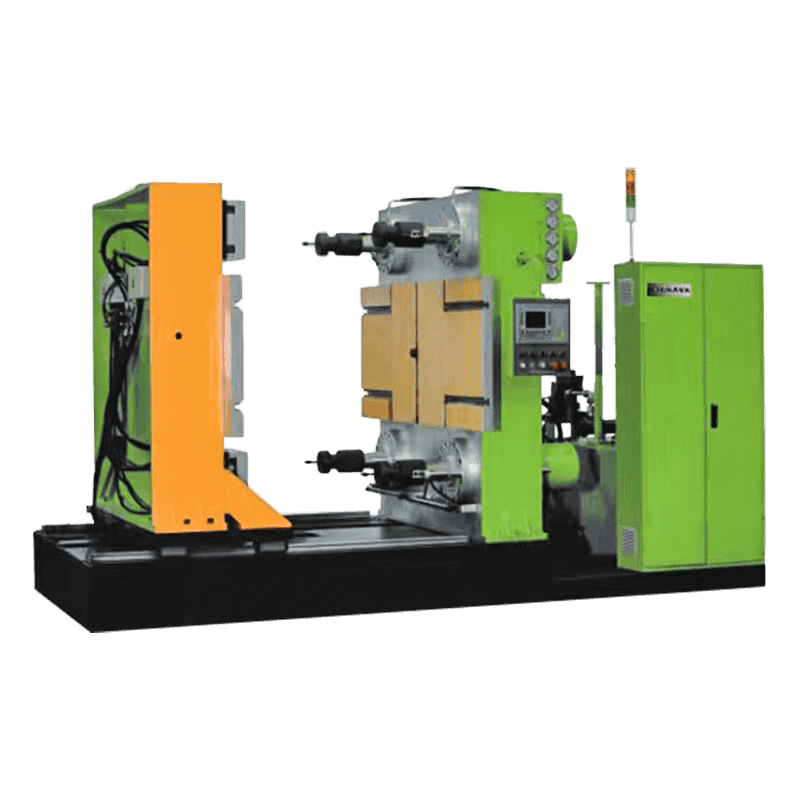
A unidade de fixação consiste em uma placa estacionária, uma placa móvel, barras de ligação (ou uma estrutura sem barra de ligação em alguns projetos) e o atuador de fixação - que pode ser hidráulico, mecânico de alternância ou servoelétrico, dependendo do projeto da máquina. A placa móvel se desloca ao longo das barras de ligação ou das guias da estrutura para abrir e fechar o molde. Assim que o molde estiver totalmente fechado, o atuador de fixação aplica a força de fixação nominal – medida em quilonewtons (kN) ou toneladas – para travar as metades do molde contra a pressão de injeção que atua para forçá-las a se separarem durante o enchimento do material.
Para o processamento LSR, a unidade de fixação também deve acomodar um molde aquecido (normalmente mantido a 170–220°C) enquanto o sistema de injeção permanece frio (5–15°C). Esse contraste térmico significa que o design da estrutura da máquina e da placa deve levar em conta a expansão térmica diferencial para manter o paralelismo e a distribuição consistente da força de fixação em toda a face do molde – fundamental para obter peças uniformes e livres de rebarbas em ferramentas com múltiplas cavidades.
A Unidade de Injeção e Medição
A unidade de injeção para máquinas LSR é fundamentalmente diferente das unidades termoplásticas. Consiste em um sistema de bombeamento e medição de dois componentes – normalmente uma proporção volumétrica de 1:1 do componente A (o polímero de base) e do componente B (o reticulador/catalisador) – combinados em um misturador estático ou dinâmico antes de entrar no cilindro frio e no parafuso de injeção. Os sistemas de dosagem de pigmento podem ser integrados em linha para peças LSR coloridas. O parafuso de injeção é resfriado para evitar a vulcanização prematura no cano, e o bico incorpora uma válvula de corte de agulha para evitar baba entre os disparos.
Principais especificações técnicas a serem avaliadas ao selecionar uma máquina
A seleção de uma máquina de fixação de moldes de silicone líquido requer uma avaliação cuidadosa de vários parâmetros técnicos interdependentes. Subdimensionar qualquer especificação específica em relação aos seus requisitos de produção e ferramentas pode resultar em problemas persistentes de qualidade ou danos à máquina. A tabela a seguir resume as especificações mais críticas e seu significado prático:
| Especificação | Faixa Típica | Por que é importante |
| Força de fixação | 50 – 4.000 kN | Deve exceder a pressão projetada da cavidade para evitar flash |
| Tamanho da placa | 200×200mm – 1000×1000mm | Determina as dimensões máximas da base do molde |
| Abertura à luz do dia | 200 – 800mm | Deve acomodar a altura do molde mais o curso de desmoldagem |
| Volume de injeção | 2 – 3.000 cm³ | Deve corresponder ao peso total do arremesso, incluindo corredores |
| Precisão de Medição | ±0,5% ou melhor | Garante proporção A:B consistente e uniformidade de cura |
| Controle de temperatura do molde | Até 250°C | Controla a velocidade de cura e a qualidade da peça |
| Temperatura do cano/bocal | 5 – 20°C (resfriado) | Evita a vulcanização prematura no sistema de alimentação |
| Tipo de unidade de fixação | Hidráulico / Alternador / Servoelétrico | Umffects precision, energy use, and maintenance demands |
Fixação Hidráulica vs. Alternativa vs. Totalmente Elétrica: Escolhendo o Acionamento Certo
A escolha do tipo de acionamento de fixação é uma das decisões mais importantes ao especificar uma máquina de fixação de moldes de silicone líquido. Cada tecnologia de acionamento oferece um conjunto distinto de compensações em termos de consistência de força, eficiência energética, precisão e requisitos de manutenção – todos os quais trazem implicações significativas especificamente para o processamento de LSR.
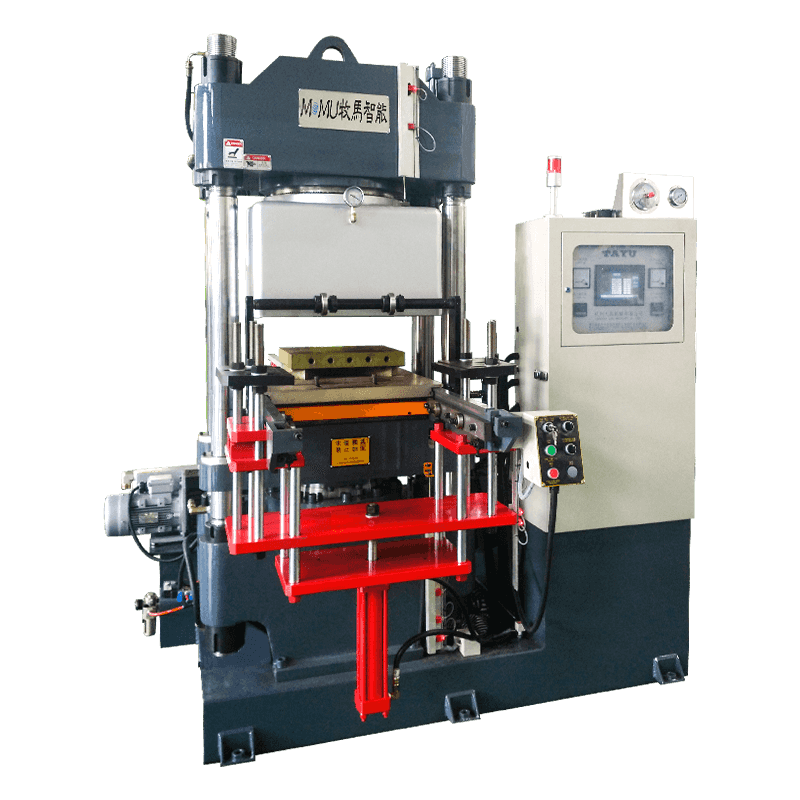
Fixação Hidráulica
Os sistemas de fixação hidráulica utilizam óleo pressurizado para acionar diretamente o cilindro de fixação. Eles oferecem altas forças de fixação em estruturas de máquinas compactas, tornando-os adequados para máquinas LSR de grande tonelagem que produzem peças de grande porte, como vedações automotivas, juntas ou grandes caixas de dispositivos médicos. Os sistemas hidráulicos proporcionam aplicação de força suave e contínua e são relativamente tolerantes ao desalinhamento do molde. No entanto, eles consomem energia continuamente para manter a pressão hidráulica, geram calor que deve ser gerenciado e exigem manutenção regular do fluido hidráulico e inspeções de vedação para evitar contaminação – uma preocupação na produção de LSR em salas limpas para aplicações médicas ou de contato com alimentos.
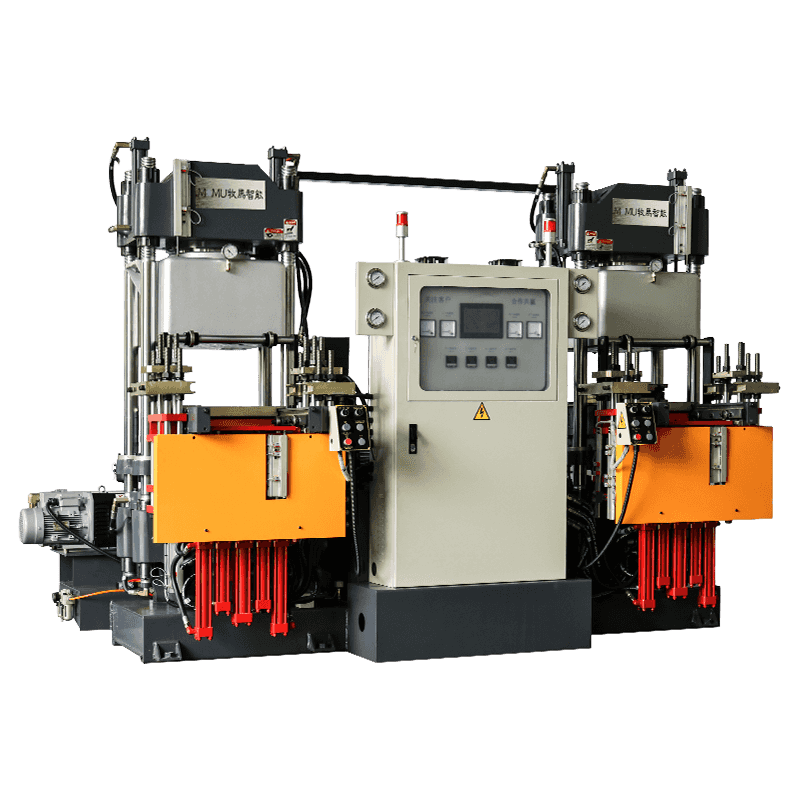
Alternar fixação
Os mecanismos de alavanca usam um sistema de ligação mecânica acionado por um atuador hidráulico ou servo para multiplicar a força geometricamente à medida que as alavancas se aproximam de sua posição totalmente estendida (travada). Este projeto proporciona uma força de fixação muito alta no final do curso com um esforço comparativamente baixo do atuador, tornando-o energeticamente eficiente para aplicações de ciclo alto. As máquinas de alternância são amplamente utilizadas na produção de LSR de médio a grande porte e oferecem tempos de ciclo de secagem rápidos. A principal limitação é que a força de fixação é sensível à altura do molde — os ajustes devem ser feitos precisamente quando os moldes são trocados para garantir que a alavanca atinja a extensão total no ponto correto de fechamento do molde, exigindo procedimentos de configuração cuidadosos.
Umll-Electric (Servo-Electric) Clamping
Umll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

Indústrias e aplicações que dependem de máquinas de fixação LSR
As máquinas de fixação de moldes de silicone líquido atendem a uma gama extremamente diversificada de indústrias, impulsionadas pela combinação única de biocompatibilidade, estabilidade térmica, isolamento elétrico e durabilidade da LSR. Compreender quais indústrias dependem mais desta tecnologia ajuda a contextualizar os requisitos de desempenho das máquinas que mais importam em cada setor.
- Dispositivos Médicos e Cuidados de Saúde: O LSR é compatível com a FDA, é autoclavável e biocompatível, o que o torna indispensável para a produção de máscaras respiratórias, componentes de cateteres, membranas de válvulas, vedações de seringas, pontas auriculares para aparelhos auditivos e punhos para instrumentos cirúrgicos. As máquinas utilizadas neste setor devem atender aos padrões de compatibilidade de salas limpas e fornecer rastreabilidade total dos parâmetros do processo.
- Umutomotive: Sistemas de vedação, protetores de velas de ignição, juntas de conectores e invólucros de sensores feitos de LSR exigem produção em alto volume com tolerâncias dimensionais restritas. Ferramentas de câmara quente multicavidades executadas em máquinas de fixação de grande tonelagem são padrão em instalações de fornecedores automotivos de nível 1.
- Produtos para bebês e crianças: Tetinas de mamadeira, chupetas, mordedores e acessórios de alimentação são produzidos a partir de LSR de qualidade alimentar em máquinas validadas para atender aos padrões de segurança como FDA 21 CFR e EU 10/2011 para materiais em contato com alimentos.
- Eletrônicos de consumo: Selos à prova d'água para smartphones, smartwatches e fones de ouvido; membranas para interruptores de teclado; e os componentes de contato com a pele dos dispositivos vestíveis são cada vez mais fabricados a partir de LSR devido à sua durabilidade e propriedades táteis.
- Vedação Industrial e Controle de Fluidos: O-rings, diafragmas e juntas personalizadas para bombas, válvulas e equipamentos de processamento químico se beneficiam da resistência do LSR a temperaturas extremas (-60°C a 230°C), radiação UV e produtos químicos agressivos.
Parâmetros de processo que afetam diretamente o desempenho de fixação e a qualidade da peça
Mesmo a máquina de fixação de molde de silicone líquido especificada com mais precisão produzirá peças defeituosas se os parâmetros do processo não forem estabelecidos e mantidos corretamente. A moldagem LSR é sensível a um conjunto de variáveis inter-relacionadas que os operadores e engenheiros de processo devem monitorar e otimizar continuamente.
- Força de fixação vs. área projetada da cavidade: Calcule a força de fixação necessária multiplicando a área total projetada de todas as cavidades e canais (em cm²) pela pressão média de injeção (em kN/cm²). Aplique um fator de segurança de 1,2–1,5 para compensar picos de pressão durante o enchimento. Força de fixação insuficiente resulta em flash; força excessiva pode danificar as superfícies de separação do molde ao longo do tempo.
- Uniformidade da temperatura do molde: O aquecimento desigual do molde leva a taxas de cura variáveis em toda a cavidade, produzindo peças com dureza, acabamento superficial ou precisão dimensional inconsistentes. Valide a uniformidade da temperatura em toda a face do molde usando imagens térmicas antes de iniciar a produção.
- Velocidade e pressão de injeção: A baixa viscosidade do LSR significa que ele preenche cavidades rapidamente. A velocidade de injeção deve ser controlada para evitar aprisionamento de ar e defeitos de jato, especialmente em peças de paredes finas ou de geometria complexa. Perfis de injeção programáveis de vários estágios permitem que a velocidade seja reduzida em transições críticas de enchimento.
- Otimização do tempo de cura: O tempo de cura é uma função da temperatura do molde, da espessura da parede da peça e da energia de ativação específica do grau LSR. A subcura deixa as peças pegajosas e mecanicamente fracas; a cura excessiva desperdiça tempo de ciclo e pode causar degradação térmica em seções finas. Utilize estudos de tempo de cura com medições de durômetro para estabelecer o tempo de cura efetivo mínimo para cada combinação de ferramenta e material.
- Ventilação a vácuo: Muitos moldes LSR são equipados com sistemas de vácuo que evacuam o ar da cavidade imediatamente antes da injeção. Isto é particularmente importante para cavidades pequenas, cavidades cegas ou peças com requisitos cosméticos rigorosos, pois o ar preso causa vazios, impactos curtos e porosidade superficial que a força de fixação por si só não pode evitar.
Manutenção e longevidade: protegendo o investimento em sua máquina
Um liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Purga diária do sistema de dosagem e mistura: Umt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Verificações de paralelismo da barra de ligação e da placa: Meça o paralelismo da placa em intervalos regulares usando relógios comparadores. A perda de paralelismo — causada pelo desgaste dos tirantes, cargas de fixação irregulares ou efeitos térmicos — leva a padrões de flash não uniformes em ferramentas com múltiplas cavidades e pode ser diagnosticada erroneamente como um problema de ferramenta se a geometria da máquina não for verificada primeiro.
- Inspeção do sistema de refrigeração do barril e do bico: Verifique se o fluxo de água gelada através da camisa de resfriamento do barril permanece dentro dos parâmetros especificados. A perda de capacidade de resfriamento permite que o LSR comece a vulcanizar na zona de alimentação, causando pesos de disparo erráticos e picos de torque dos parafusos que podem danificar os componentes do acionamento.
- Calibração do servo drive e do codificador: Para máquinas totalmente elétricas, verifique a precisão do feedback do codificador do servo motor e a pré-carga do parafuso esférico em intervalos programados. O desvio do codificador ou o desgaste do parafuso esférico introduz erros de posição na aplicação da força de fixação que podem não ser imediatamente visíveis na qualidade da peça, mas que se acumularão em defeitos significativos ao longo do tempo.
Para fabricantes comprometidos com a precisão, consistência e escalabilidade na produção de borracha de silicone líquido, investir na máquina de fixação de moldes de silicone líquido certa - especificada corretamente, instalada corretamente e mantida rigorosamente - é a decisão mais impactante no estabelecimento de uma operação de moldagem LSR competitiva, capaz de atender aos padrões exigentes dos mercados médicos, automotivos e de produtos de consumo atuais.