O que é uma máquina vulcanizadora de borracha a vácuo e como ela funciona?
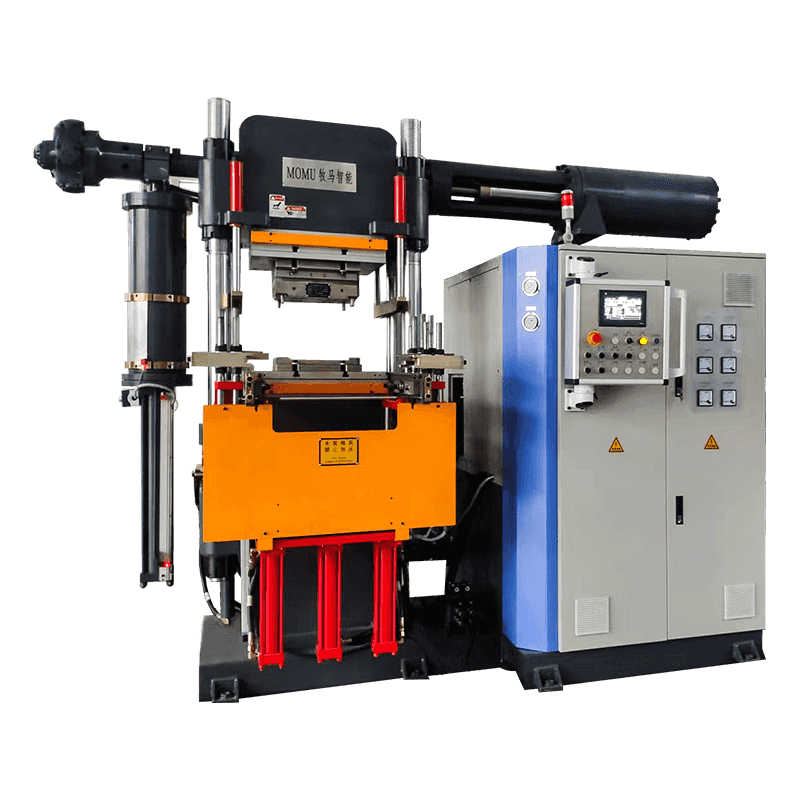
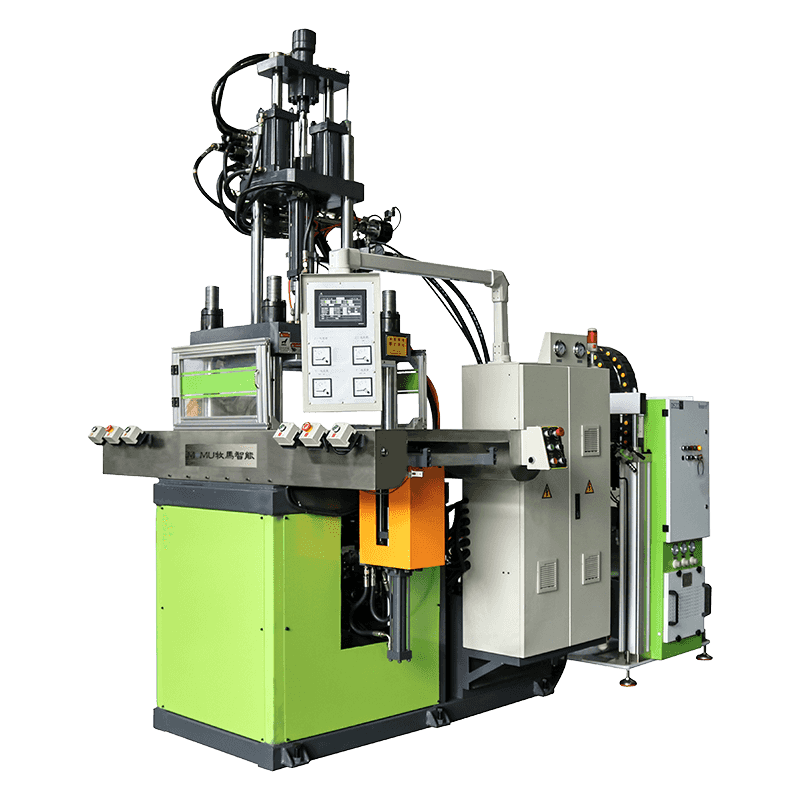
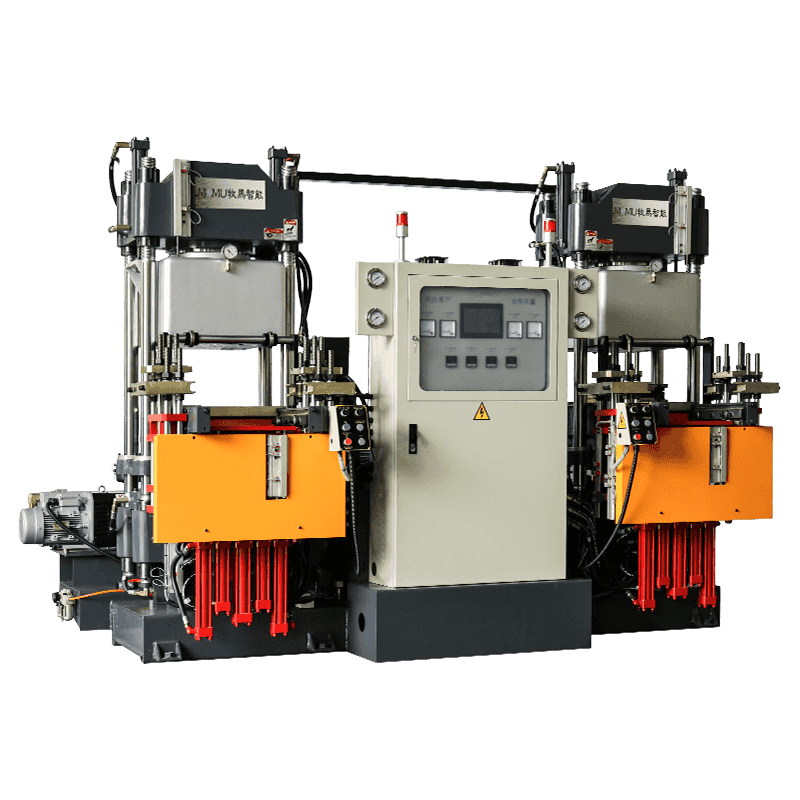
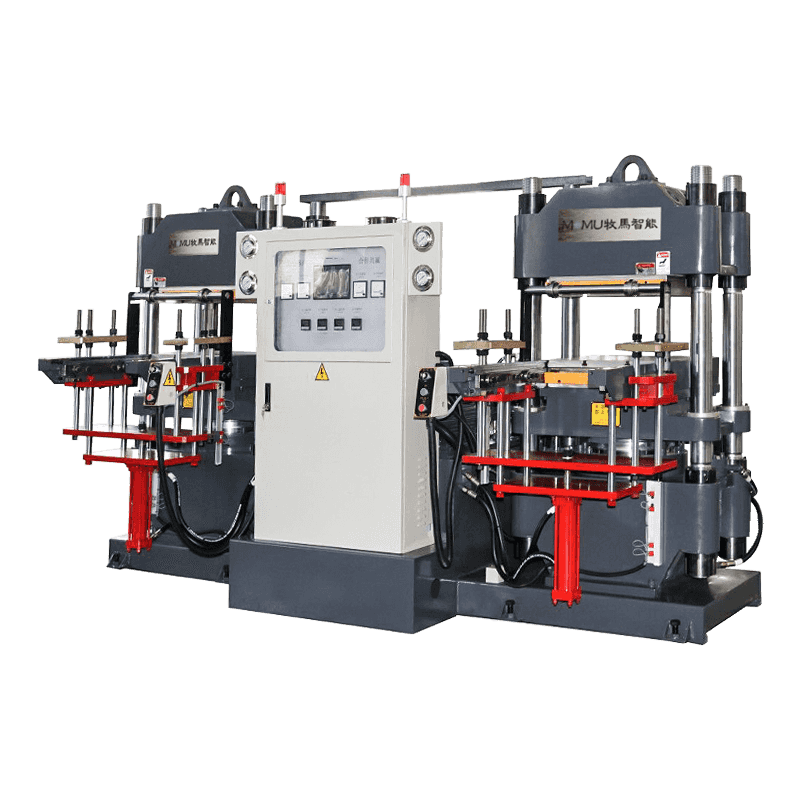
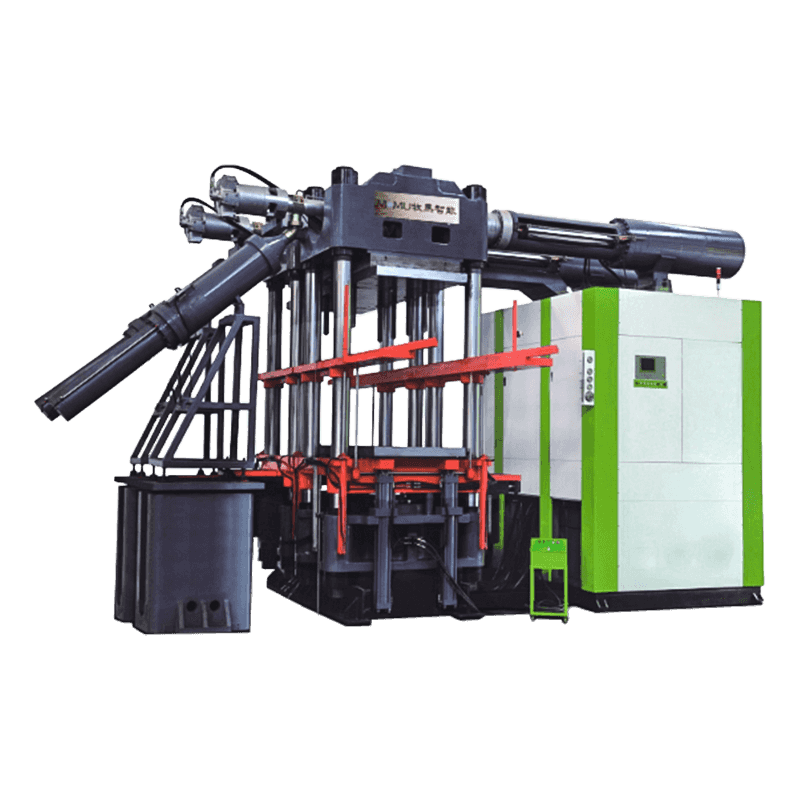
Uma máquina de vulcanização de borracha a vácuo é um equipamento industrial especializado usado para curar compostos de borracha sob calor e pressão controlados em um ambiente de vácuo. A vulcanização é o processo químico que transforma a borracha bruta ou composta de um estado macio e flexível em um material durável, elástico e resistente ao calor, formando ligações cruzadas entre cadeias poliméricas – normalmente através de agentes de cura à base de enxofre ou peróxido. O componente de vácuo é o que distingue esta máquina dos vulcanizadores de prensa padrão. Ao evacuar o ar da cavidade do molde antes e durante o ciclo de cura, a máquina elimina bolsas de ar e gases presos que de outra forma causariam porosidade, vazios ou manchas superficiais no produto de borracha acabado.
A máquina opera através de uma sequência de etapas automatizadas: carregamento do molde, evacuação a vácuo, aplicação de pressão, cura por calor e liberação do molde. O aquecimento é normalmente obtido através de placas elétricas ou placas aquecidas a vapor que transferem calor uniformemente para o composto de borracha. Uma bomba de vácuo conectada à câmara do molde selada reduz a pressão interna – geralmente entre -0,08 MPa e -0,1 MPa – antes que a prensa feche e aplique força de fixação. Esta combinação de vácuo, calor e pressão mecânica garante que geometrias complexas de moldes sejam completamente preenchidas e que a peça curada atenda às especificações dimensionais e de qualidade de superfície.

Indústrias e aplicações que dependem da vulcanização a vácuo
As máquinas de vulcanização de borracha a vácuo são implantadas em uma ampla variedade de indústrias onde a qualidade e a consistência das peças de borracha não são negociáveis. O setor automotivo é um dos maiores usuários, contando com essas máquinas para produzir vedações, juntas, anéis de vedação, amortecedores de vibração e componentes para manuseio de fluidos que devem funcionar de maneira confiável sob condições térmicas e mecânicas exigentes. Na indústria aeroespacial, a vulcanização a vácuo é usada para componentes de borracha de precisão, onde até mesmo vazios microscópicos podem comprometer a integridade de sistemas de vedação críticos.
A indústria de dispositivos médicos utiliza máquinas de vulcanização a vácuo para fabricar peças de silicone e borracha especial que devem atender a rígidos padrões de biocompatibilidade e tolerância dimensional. Os fabricantes de eletrônicos os utilizam para produzir componentes isolantes e suportes para isolamento de vibração. A indústria calçadista aplica a tecnologia para colagem de solas e componentes moldados de borracha. Em cada caso, o ambiente de vácuo é essencial para alcançar o acabamento superficial, a densidade interna e o desempenho mecânico que a vulcanização por prensa padrão não pode fornecer de forma confiável.
Principais parâmetros do processo e como controlá-los
A produção de peças de borracha vulcanizada consistentes e sem defeitos requer um gerenciamento preciso de vários parâmetros de processo interdependentes. Compreender o que cada parâmetro faz — e como os desvios afetam a saída — é fundamental para operar uma máquina de vulcanização a vácuo de forma eficaz.
Temperatura de Vulcanização
A temperatura é o principal fator da reação de vulcanização. A maioria dos compostos de borracha cura na faixa de 150°C a 200°C, com a temperatura ideal específica dependendo da formulação do composto e do sistema de cura utilizado. Uma temperatura muito baixa resulta em subcura – a borracha ficará macia, fraca e poderá apresentar pegajosidade ou reticulação incompleta. Uma temperatura muito alta causa cura excessiva ou reversão, onde a rede polimérica se degrada e a borracha perde resistência e elasticidade. A uniformidade da temperatura da placa em toda a superfície do molde é igualmente importante; gradientes de temperatura de mais de cinco a dez graus Celsius no molde podem causar cura irregular e encolhimento diferencial.
Tempo de cura
O tempo de cura é determinado pelos dados de reologia do composto – especificamente o valor T90 de um teste de reômetro de matriz móvel (MDR), que indica o tempo necessário para atingir noventa por cento do torque máximo (densidade de ligação cruzada) na temperatura alvo. Os tempos de cura normalmente variam de dois a trinta minutos, dependendo do tipo de composto, espessura da peça e temperatura. Para seções espessas, o tempo adicional deve ser levado em consideração para permitir que o calor penetre no núcleo. Usar um tempo de cura muito curto é uma das fontes mais comuns de falhas em campo em produtos de borracha.
Nível e tempo de vácuo
O vácuo deve atingir o nível alvo antes que a prensa feche e a cura comece. A maioria das operações visa um nível de vácuo de -0,095 MPa a -0,1 MPa. O tempo de evacuação — normalmente de quinze a sessenta segundos — deve ser suficiente para purgar totalmente o ar da cavidade do molde e de quaisquer canais de ventilação. Se o ciclo da bomba de vácuo for muito curto, o ar residual será comprimido em vez de removido quando a prensa fechar, causando vazios subterrâneos. Testar regularmente o desempenho da bomba e verificar se há vazamentos nas linhas de vácuo e nas vedações do molde é essencial para manter uma qualidade de evacuação consistente.
Pressão de fixação
A pressão de fixação mantém as metades do molde seladas durante a vulcanização e comprime o composto de borracha para preencher completamente a geometria da cavidade. A pressão de fixação insuficiente permite a formação de rebarbas na linha de partição e pode resultar em seções insuficientemente preenchidas. A pressão excessiva pode danificar os moldes ou fazer com que o composto seja espremido para fora da cavidade antes que ocorra a gelificação. As pressões de fixação típicas para vulcanização de borracha variam de 10 a 25 MPa, dependendo da viscosidade do composto e da geometria da peça.
Defeitos comuns e como diagnosticá-los
Mesmo com máquinas bem calibradas, podem aparecer defeitos em peças de borracha vulcanizada. Identificar a causa raiz minimiza rapidamente o desperdício e o tempo de inatividade da produção. A tabela a seguir resume os defeitos encontrados com mais frequência e suas causas prováveis:
| Defeito | Causa provável | Ação Corretiva |
| Porosidade / Vazios Internos | Vácuo ou tempo de evacuação insuficiente | Verifique o desempenho da bomba; prolongar o tempo de evacuação |
| Bolhas na superfície | Umidade no composto ou mofo | Composto pré-seco; limpe e pré-aqueça o molde |
| Subcura (peças moles) | Baixa temperatura ou tempo de cura insuficiente | Verifique a calibração da temperatura do cilindro; prolongar o tempo de cura |
| Flash excessivo | Baixa pressão de fixação ou linha de separação do molde desgastada | Aumentar a tonelagem da prensa; inspecionar e reformar molde |
| Tiro curto/áreas não preenchidas | Peso de carga composto insuficiente | Recalcular o peso da carga; ajustar pré-forma composta |
| Variação Dimensional | Temperatura inconsistente ou força de fixação | Calibrar sensores; realizar manutenção regular da impressora |
Como escolher a máquina certa de vulcanização de borracha a vácuo
A seleção da máquina correta exige a correspondência das especificações do equipamento com as demandas de sua aplicação de produção específica. Os principais critérios de avaliação incluem tamanho da placa, tonelagem da prensa, capacidade do sistema de vácuo, faixa de temperatura e sofisticação do sistema de controle.
- O tamanho da placa deve acomodar o maior molde que você pretende utilizar, com margem suficiente para manter a distribuição uniforme da temperatura. Os tamanhos padrão das placas variam de 200 mm × 200 mm para produção de peças pequenas até 1.000 mm × 1.000 mm ou maiores para aplicações industriais.
- A tonelagem da prensa deve corresponder à área projetada do seu molde e à viscosidade do seu composto de borracha. Como orientação geral, calcule a força necessária multiplicando a área projetada da cavidade do molde pela pressão de fixação alvo e, em seguida, adicione uma margem de segurança de pelo menos vinte por cento.
- A capacidade da bomba de vácuo – medida em litros por minuto – deve ser suficiente para evacuar a câmara do molde até o nível de vácuo alvo dentro de quinze a trinta segundos. Volumes maiores de moldes exigem bombas de maior capacidade para evitar tempos de ciclo prolongados.
- A faixa de temperatura e as especificações de uniformidade devem ser verificadas em relação aos requisitos de cura do seu composto. A maioria das máquinas de uso geral opera até 200°C, enquanto as máquinas especiais para compostos de silicone ou fluoroelastômero de alta temperatura podem exigir 250°C ou mais.
- A capacidade do sistema de controle determina quanta flexibilidade de processo e registro de dados você pode alcançar. Controladores lógicos programáveis (CLPs) com interfaces touchscreen permitem perfis de cura em vários estágios, sequenciamento automatizado de vácuo e armazenamento de registros de produção – tudo valioso para gerenciamento de qualidade e repetibilidade de processos.
Práticas de manutenção de rotina que protegem o desempenho da máquina
Uma máquina de vulcanização de borracha a vácuo representa um investimento de capital significativo, e a manutenção consistente é essencial para proteger esse investimento e, ao mesmo tempo, garantir a confiabilidade da produção. O sistema de vácuo requer mais atenção – o óleo da bomba de vácuo deve ser verificado e trocado de acordo com o cronograma do fabricante, normalmente a cada três a seis meses sob condições de produção contínua. As conexões da linha de vácuo, juntas e vedações do molde devem ser inspecionadas semanalmente quanto a desgaste ou vazamento, pois mesmo pequenos vazamentos degradam significativamente o desempenho da evacuação.
Os sensores de temperatura da placa e os transdutores de pressão devem ser calibrados trimestralmente usando instrumentos de referência certificados para garantir que os valores exibidos na máquina reflitam as condições reais do processo. Os níveis de fluido hidráulico e as condições do filtro devem ser monitorados mensalmente. As superfícies do molde devem ser limpas após cada produção para evitar o acúmulo de resíduos de borracha, que podem causar aderência, defeitos superficiais nas peças subsequentes e desgaste acelerado do molde. Manter um registro de manutenção detalhado — registrando todas as inspeções, trocas de fluidos, calibrações e eventos de falha — fornece os dados históricos necessários para identificar problemas emergentes antes que eles causem paralisações não planejadas.
Maximizando a qualidade da produção e a eficiência da produção
Além da seleção e manutenção de máquinas, alcançar uma qualidade de produção consistentemente alta a partir de um máquina de vulcanização de borracha a vácuo depende da disciplina do processo. A padronização da preparação do composto – incluindo peso, formato e posicionamento consistentes da pré-forma dentro do molde – elimina uma das fontes mais comuns de variação entre peças. O uso correto e consistente de agentes desmoldantes evita a aderência sem contaminar a superfície da borracha ou afetar a colagem em peças compostas. Estabelecer receitas de cura documentadas para cada produto e bloquear essas receitas no sistema de controle da máquina evita alterações acidentais de parâmetros que levam a uma produção não conforme.
Os métodos de controle estatístico de processo (SPC) aplicados às principais medições de saída – peso da peça, dimensões críticas e dureza – fornecem aviso antecipado quando ocorre desvio do processo, permitindo ações corretivas antes que grandes quantidades de sucata sejam produzidas. Para operações de alto volume, a integração da saída de dados da máquina com um sistema de execução de fabricação (MES) permite o monitoramento e a rastreabilidade da produção em tempo real, o que é cada vez mais exigido por clientes automotivos e médicos como parte dos requisitos de qualidade de seus fornecedores. Tratar a máquina de vulcanização como um instrumento de precisão, em vez de uma prensa de commodities, é a mentalidade que separa as operações de borracha de alto desempenho consistente daquelas que lutam com problemas crônicos de qualidade e rendimento.