O que é uma máquina de moldagem por compressão de borracha?
Um máquina de moldagem por compressão de borracha é uma prensa hidráulica projetada especificamente para moldar compostos de borracha aplicando calor e pressão controlados dentro de uma cavidade de molde fechada. Ao contrário da moldagem por injeção, onde o material é forçado para dentro de um molde através de um sistema de canal, a moldagem por compressão coloca uma carga de borracha pré-medida – chamada de pré-forma – diretamente na cavidade aberta do molde. A prensa então fecha o molde sob alta pressão hidráulica enquanto simultaneamente aplica calor, fazendo com que a borracha flua, preencha a cavidade e vulcanize em uma forma sólida e permanente. O resultado é um componente de borracha acabado que reproduz com precisão a geometria do molde.
Essas máquinas são fundamentais para indústrias que dependem de componentes de borracha de precisão: sistemas de vedação automotiva, juntas industriais, amortecedores de vibração aeroespaciais, componentes de dispositivos médicos, solas de calçados e bens de consumo. O processo de moldagem por compressão é valorizado por sua simplicidade, custo relativamente baixo de ferramentas em comparação com a moldagem por injeção e sua adequação para uma ampla gama de compostos de borracha, incluindo borracha natural, silicone, EPDM, neoprene, nitrila (NBR) e fluoroelastômeros (FKM). A própria máquina é o ambiente controlado que torna possível uma vulcanização consistente e repetível em escala de produção.
Princípio Básico de Funcionamento: Calor, Pressão e Vulcanização
O princípio de funcionamento de uma máquina de moldagem por compressão de borracha gira em torno de três variáveis interdependentes: temperatura, pressão e tempo de cura. Juntos, eles determinam se uma peça de borracha moldada atende às especificações físicas pretendidas ou falha devido a cura insuficiente, cura excessiva ou imprecisão dimensional.
O molde – normalmente usinado em aço temperado ou alumínio – é montado entre as placas superior e inferior da prensa hidráulica. Elementos de aquecimento elétrico ou circuitos de vapor embutidos nas placas transferem calor através do molde para a carga de borracha. À medida que a borracha aquece, ela amolece e se torna flexível, fluindo então sob a pressão de fechamento da prensa para preencher todos os contornos da cavidade. Simultaneamente, o calor ativa os agentes vulcanizantes (geralmente compostos de enxofre ou peróxidos) dentro do composto de borracha, desencadeando a reticulação das cadeias poliméricas. Essa reticulação é o que transforma a borracha bruta macia, semelhante ao termoplástico, em um componente elástico, dimensionalmente estável e de formato permanente.
Manter a uniformidade precisa da temperatura em toda a superfície da placa é fundamental. A distribuição desigual de calor leva a taxas de cura diferenciadas dentro de um único molde, produzindo peças com dureza inconsistente, defeitos superficiais ou vazios internos. As modernas máquinas de moldagem por compressão usam controladores de temperatura PID (proporcional-integral-derivativo) para manter as temperaturas do cilindro dentro de ±1°C do ponto de ajuste durante todo o ciclo de produção.

Principais tipos de máquinas de moldagem por compressão de borracha
As máquinas de moldagem por compressão de borracha estão disponíveis em diversas configurações, cada uma adequada para diferentes ambientes de produção, tamanhos de peças e níveis de automação.
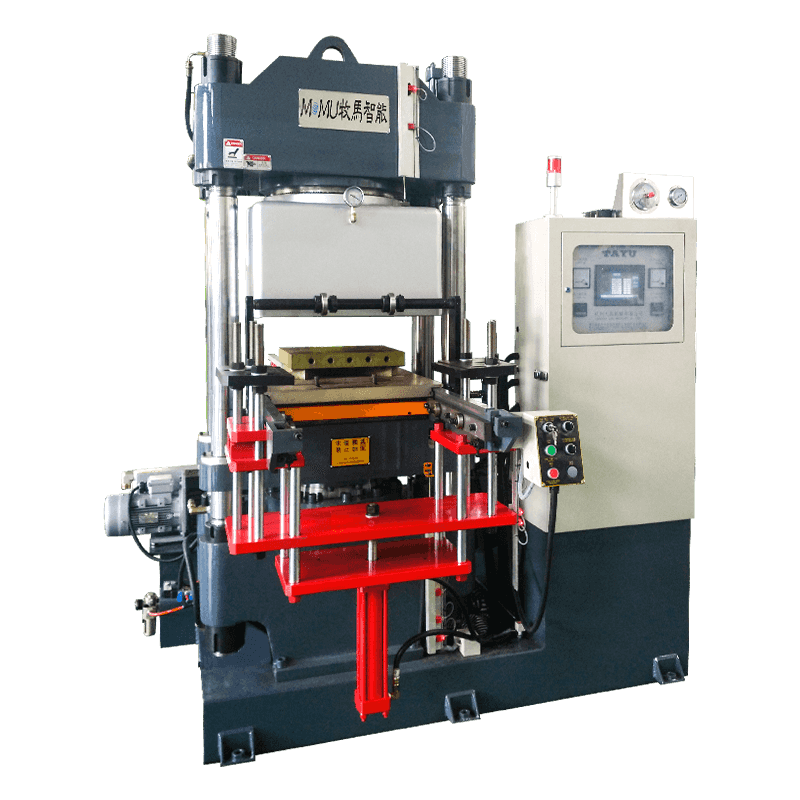
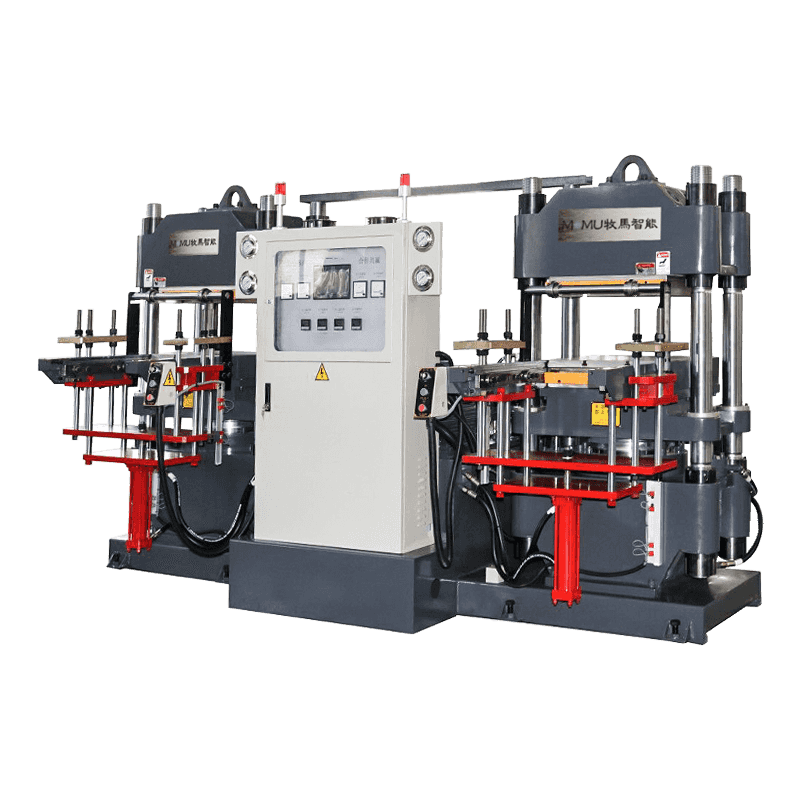
Imprensa de luz diurna
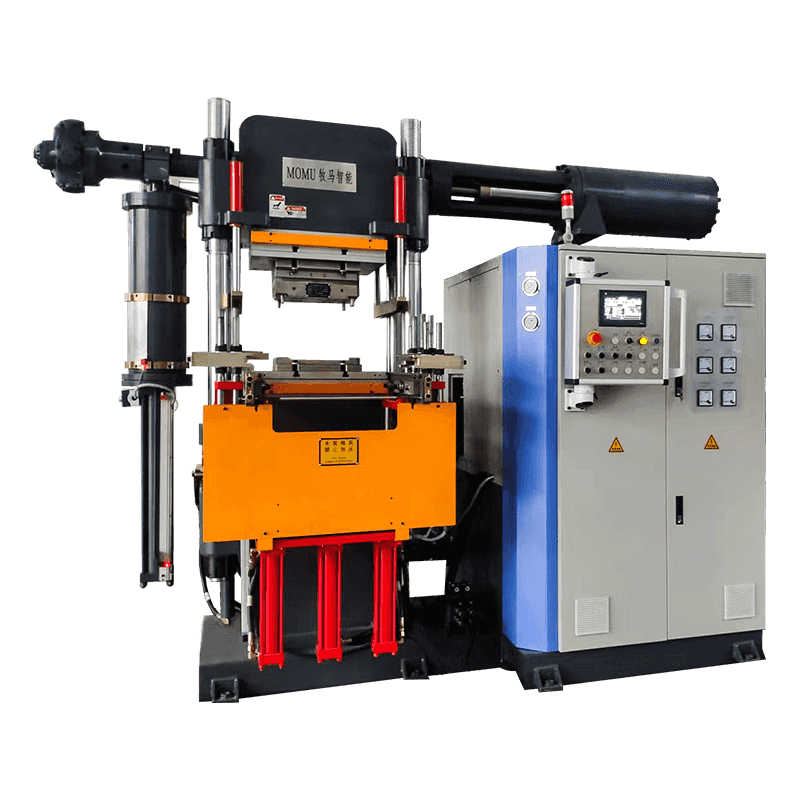
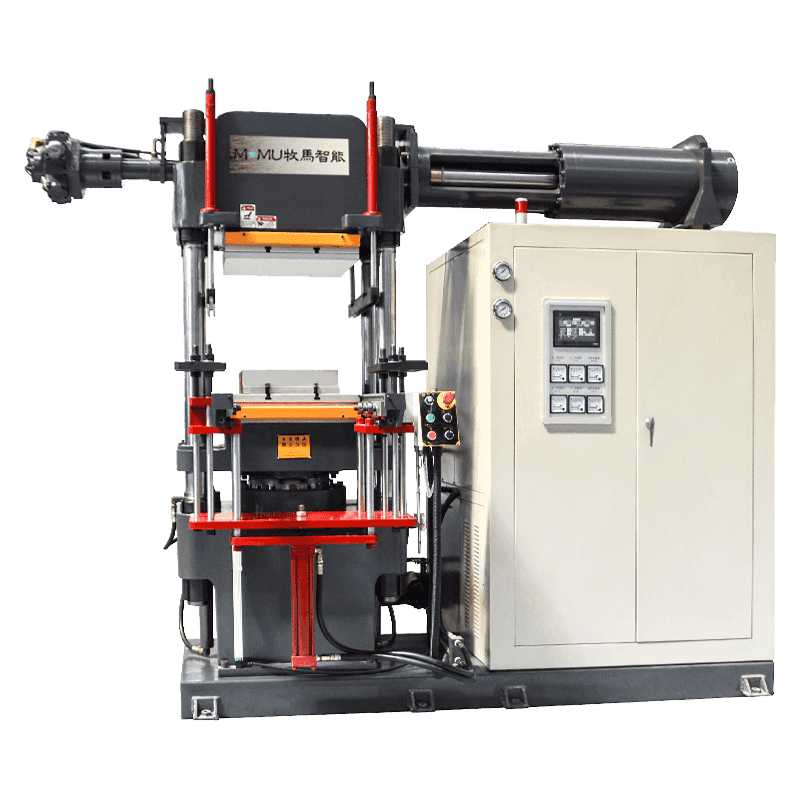
A prensa monofásica possui uma abertura entre a placa superior e inferior, acomodando um único molde por vez. Esta é a configuração mais comum para séries de produção pequenas e médias e para moldar componentes individuais relativamente grandes. Ele oferece operação direta, fácil troca de molde e acesso direto do operador ao molde para carregamento de pré-formas e remoção de peças. As prensas de luz única estão disponíveis em forças de fixação que variam de 50 toneladas a mais de 1.000 toneladas, dependendo da aplicação.
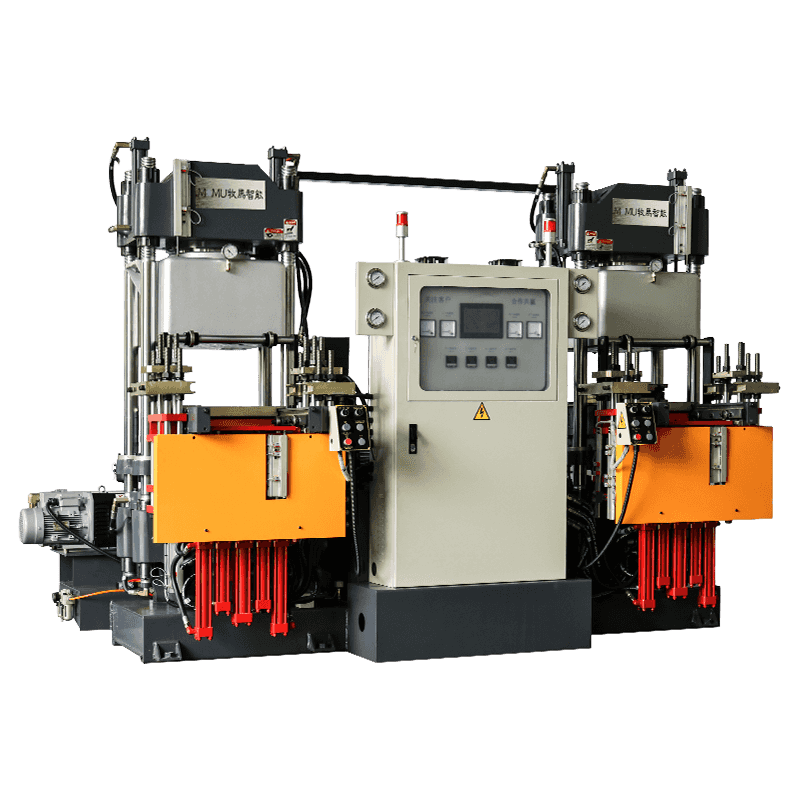
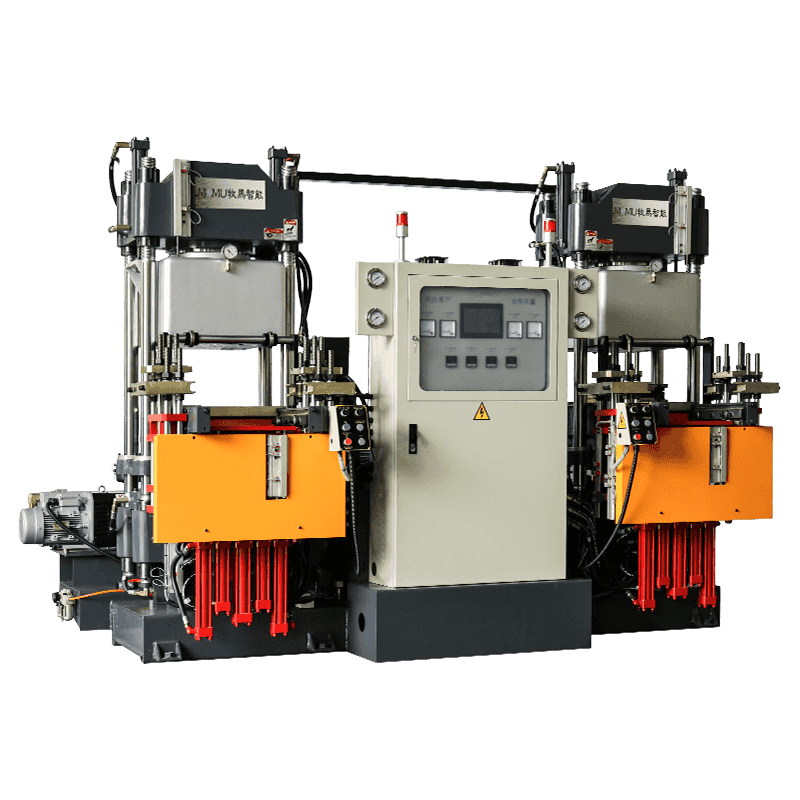
Imprensa multi-luz do dia
As prensas multi-daylight incorporam múltiplas placas aquecidas empilhadas verticalmente, criando diversas aberturas de molde — ou daylights — que operam simultaneamente em um único movimento de prensa. Essa configuração aumenta drasticamente a produção por ciclo sem exigir espaço adicional ou prensas separadas. Uma prensa de quatro dias quadruplica efetivamente o número de cavidades de molde ativas em cada ciclo de produção, tornando-a altamente eficiente para a produção de alto volume de peças de borracha pequenas e médias, como vedações, anéis de vedação, suportes vibratórios e ilhós.
Prensa de mesa rotativa ou shuttle
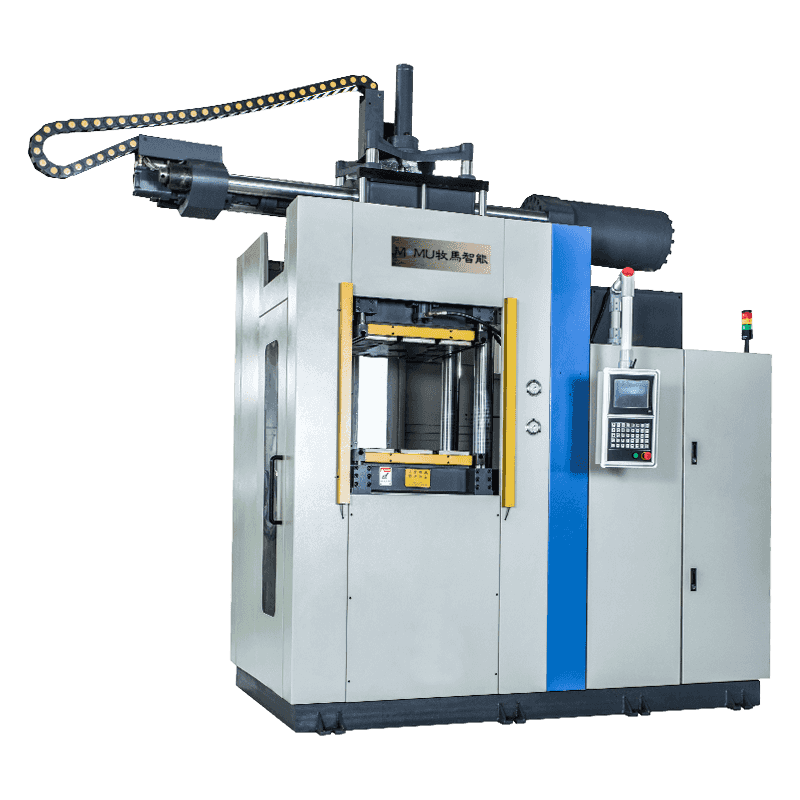
As prensas rotativas e de mesa shuttle são projetadas para melhorar a ergonomia do operador e a eficiência do ciclo, separando a zona de carga e descarga da zona de prensagem. Uma plataforma giratória ou lançadeira deslizante move os moldes para dentro e para fora da prensa de forma automática ou semiautomática, permitindo ao operador carregar pré-formas e remover peças acabadas em uma estação segura e acessível enquanto a prensa completa seu ciclo de cura. Este design é particularmente eficaz em ambientes de produção de alta cadência, onde a minimização do tempo aberto não produtivo é uma prioridade.
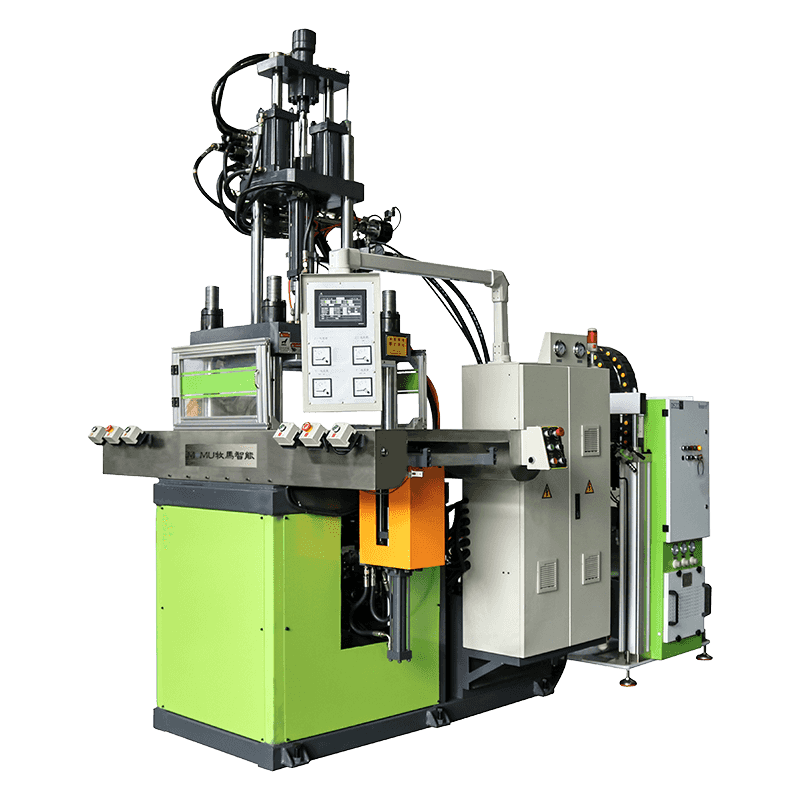
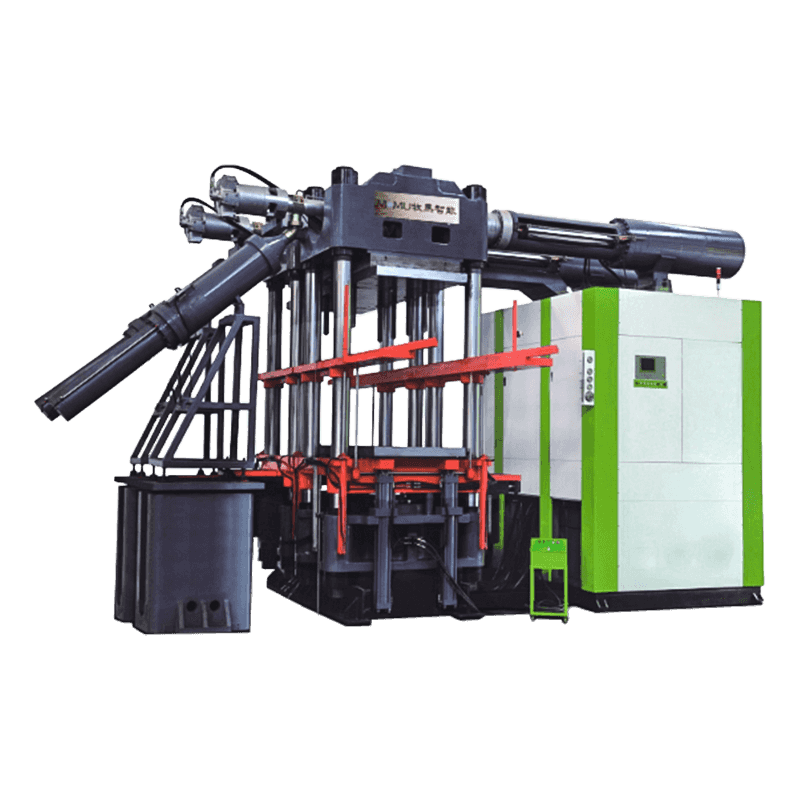
Prensa de moldagem por compressão a vácuo
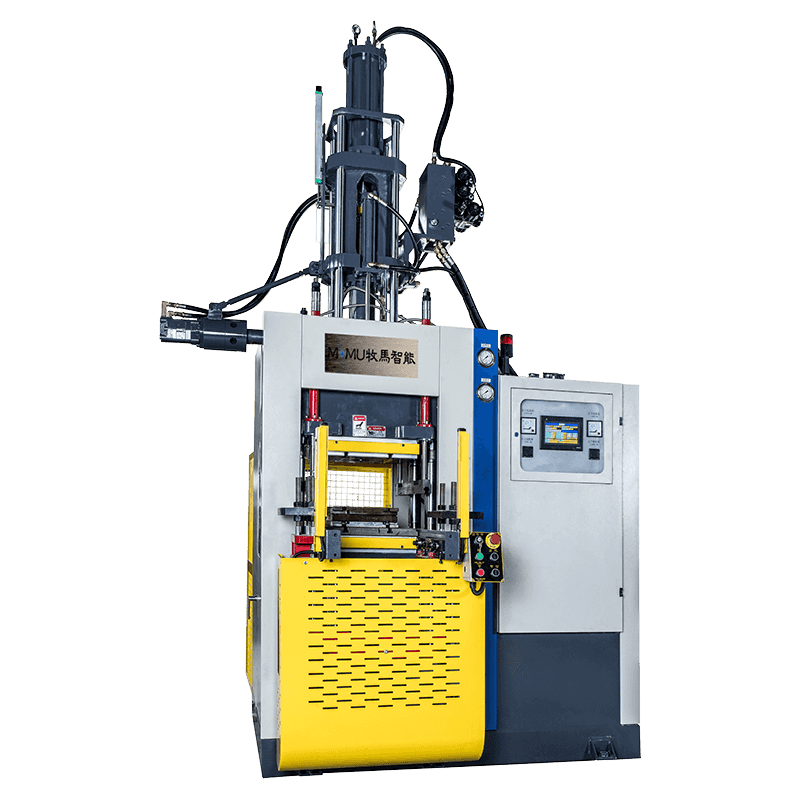
Para aplicações que exigem peças de borracha de alta integridade e sem vazios — como componentes médicos de silicone, vedações aeroespaciais ou isoladores elétricos de alta tensão — as prensas de moldagem por compressão a vácuo evacuam o ar da cavidade do molde antes e durante o ciclo de prensagem. O ar residual preso no molde pode causar porosidade, preenchimento incompleto e manchas superficiais que são inaceitáveis em aplicações críticas. O sistema de vácuo remove esse ar antes que a borracha flua e vulcanize, garantindo peças densas e livres de defeitos que atendem a rigorosos padrões de qualidade.
Principais especificações técnicas explicadas
Selecionar a máquina de moldagem por compressão de borracha certa requer uma compreensão clara das especificações técnicas que definem suas capacidades. Os seguintes parâmetros são os mais críticos para avaliar:
| Especificação | Faixa Típica | Por que é importante |
| Força de fixação | 50 – 2.000 toneladas | Determina a pressão da cavidade do molde e o controle de flash |
| Tamanho da placa | 200×200mm – 1500×1500mm | Define a pegada máxima do molde e a contagem de cavidades |
| Faixa de temperatura | 100°C – 250°C | Deve atender aos requisitos de vulcanização composta |
| Abertura à luz do dia | 200mm – 800mm | Deve acomodar a altura do molde além da folga de carregamento segura |
| Uniformidade de temperatura | ±1°C – ±3°C | Crítico para uma cura consistente em toda a área da placa |
| Sistema de controle | IHM com tela sensível ao toque PLC | Permite armazenamento de receitas, monitoramento de processos e gerenciamento de alarmes |
A força de fixação é sem dúvida a especificação mais fundamental. Deve ser suficiente para manter o molde totalmente fechado contra a pressão interna gerada pelo composto de borracha à medida que ele amolece e se expande durante o aquecimento. Uma força de fixação insuficiente permite que o molde se abra, causando rebarbas excessivas – finas aletas de borracha na linha de partição – o que exige trabalho intensivo de corte pós-moldagem e aumenta o desperdício de material.
Compostos de borracha adequados para moldagem por compressão
Nem todos os compostos de borracha são igualmente adequados para moldagem por compressão e a máquina deve ser configurada adequadamente para o material que está sendo processado. Os compostos mais comumente processados incluem:
- Borracha Natural (NR): Excelentes propriedades mecânicas e elasticidade; amplamente utilizado em aplicações industriais e automotivas; vulcaniza prontamente a 150–170°C.
- Silicone (VMQ/HCR): Excelente resistência à temperatura (-60°C a 230°C), biocompatibilidade e resistência às intempéries; requer controle preciso de temperatura normalmente na faixa de 160–180°C; amplamente utilizado em aplicações médicas e de contato com alimentos.
- EPDM: Excelente resistência ao ozônio, UV e intempéries; comumente usado para vedações externas, juntas e perfis de telhado; normalmente moldado a 160–180°C.
- Nitrila (NBR): Resistência superior a óleo e combustível; o material padrão para retentores automotivos, componentes de sistemas de combustível e retentores hidráulicos; moldado a 150–170°C.
- Fluoroelastômero (FKM/Viton): Resistência excepcional ao calor, produtos químicos e combustíveis; usado em aplicações exigentes de processamento aeroespacial, automotivo e químico; requer temperaturas de moldagem mais altas, de 175 a 200°C, e ciclos de cura mais longos.
- Neoprene (CR): Bom equilíbrio entre resistência ao óleo e resistência às intempéries; usado para mangueiras, correias e jaquetas de cabos; moldado a 150–170°C.
Umutomation and Control Features in Modern Machines
As modernas máquinas de moldagem por compressão de borracha evoluíram muito além de simples prensas hidráulicas com controles manuais. As máquinas atuais incorporam recursos sofisticados de automação e controle digital que melhoram a consistência do processo, reduzem a dependência do operador e permitem a integração em sistemas mais amplos de gerenciamento de fábrica.
Controle de Processo Baseado em PLC
Controladores lógicos programáveis (CLPs) gerenciam todo o ciclo da prensa – velocidade de fechamento, aumento de pressão, tempo de cura, sequência de abertura e ejeção – com base nas receitas armazenadas. Cada combinação de composto de borracha e molde pode ter seu próprio programa armazenado, permitindo que os operadores troquem de produto simplesmente selecionando a receita apropriada na tela sensível ao toque da IHM, em vez de redefinir manualmente os parâmetros. O controle baseado em receita elimina erros de configuração e garante que cada execução de produção comece a partir de uma linha de base validada.
Umutomatic Deflashing and Degassing
Muitas máquinas incluem sequências de desgaseificação programáveis – breves aberturas controladas da prensa durante o estágio inicial do ciclo de cura – que permitem que o ar preso e os voláteis escapem do molde antes do fechamento final e da cura completa. Isto é particularmente importante para peças espessas ou complexas onde a porosidade interna é um defeito comum. Algumas prensas também integram braços robóticos ou ferramentas mecânicas de rebarbação que removem a rebarba das peças imediatamente após a desmoldagem, reduzindo o trabalho manual de acabamento.
Registro de dados e rastreabilidade de qualidade
As prensas de compressão industriais incluem cada vez mais recursos de registro de dados que registram temperatura, pressão, tempo de ciclo e eventos de alarme para cada ciclo de produção. Esta rastreabilidade é crítica em indústrias regulamentadas, como a de dispositivos médicos e a aeroespacial, onde os registos de produção devem ser retidos e auditáveis. Painéis de monitoramento em tempo real permitem que os supervisores de produção acompanhem o desempenho da máquina em diversas impressoras simultaneamente e identifiquem desvios antes que resultem em lotes defeituosos.
Como escolher a máquina certa para sua aplicação
A seleção de uma máquina de moldagem por compressão de borracha é uma decisão multivariável que deve ser orientada pelos requisitos específicos do produto, volumes de produção e tipos de materiais, e não apenas pelo custo da máquina. Trabalhe sistematicamente com as seguintes considerações:
- Defina a geometria da sua peça e o tamanho do molde: As dimensões da placa devem acomodar confortavelmente o seu molde com folga em todos os lados. Para moldes com múltiplas cavidades, calcule a área total projetada para determinar a força de fixação mínima necessária.
- Identifique seu composto de borracha: Confirme a faixa de temperatura de vulcanização e o tempo de cura do seu composto. Certifique-se de que o sistema de aquecimento da máquina possa atingir e manter essa temperatura em toda a placa com a uniformidade necessária para seus padrões de qualidade.
- Umssess production volume: A produção em alto volume de peças pequenas se beneficia de configurações multi-luz do dia ou automação de mesa rotativa. O volume baixo a médio de peças grandes ou complexas normalmente é adequado para uma prensa de luz única com controle PLC baseado em receita.
- Considere os requisitos de qualidade: Umpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- Avalie o suporte pós-venda: As máquinas de compressão de borracha requerem manutenção periódica de sistemas hidráulicos, elementos de aquecimento e componentes de controle. A escolha de um fornecedor com suporte técnico acessível, peças de reposição disponíveis e capacidade de serviço local protege seu investimento no tempo de atividade da produção durante a vida útil da máquina.
Um rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.