A moldagem por injeção de borracha de silicone líquida (LSR) é um dos processos de fabricação mais precisos e versáteis disponíveis para a produção de componentes de silicone flexíveis, resistentes ao calor e biocompatíveis. No centro deste processo está a máquina de moldagem por injeção LSR – um equipamento altamente especializado que difere fundamentalmente das máquinas padrão de moldagem por injeção de termoplásticos. Esteja você avaliando o processamento LSR para dispositivos médicos, vedações automotivas, produtos infantis ou eletrônicos de consumo, compreender como essas máquinas funcionam e o que as torna únicas é essencial para tomar decisões de produção informadas.
O que torna a moldagem por injeção LSR diferente da moldagem por injeção padrão
A moldagem por injeção termoplástica padrão derrete pellets de plástico sólido, injeta o material fundido em um molde resfriado e ejeta a parte solidificada. A moldagem por injeção LSR funciona exatamente na direção térmica oposta. A borracha de silicone líquida é um material termofixo de dois componentes, processável a frio, que é armazenado em temperatura ambiente e bombeado para um molde aquecido onde se reticula - ou vulcaniza - em sua forma sólida final.
Esta reversão do processo térmico tem implicações profundas no projeto da máquina. O sistema de distribuição de material deve ser mantido frio para evitar a cura prematura, enquanto o molde deve ser aquecido — normalmente entre 150°C e 220°C — para desencadear e completar a reação de vulcanização dentro de um tempo de ciclo controlado. Cada componente de uma máquina de moldagem por injeção LSR é projetado em torno desta lógica de processo de alimentação a frio e cura a quente.
Além disso, o LSR é um sistema de duas partes: o Componente A contém o polímero de silicone base e um catalisador de platina, enquanto o Componente B contém o reticulador e pigmentos ou outros aditivos. Esses dois componentes devem ser dosados em uma proporção precisa de 1:1 por volume, bem misturados sem a introdução de bolhas de ar e injetados no molde antes do início de qualquer cura significativa.

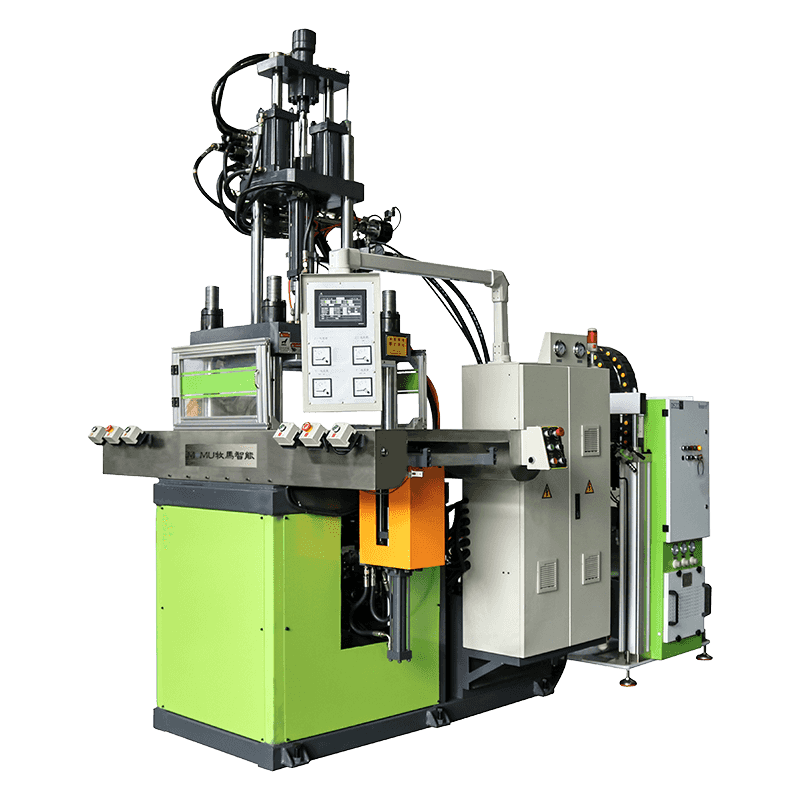
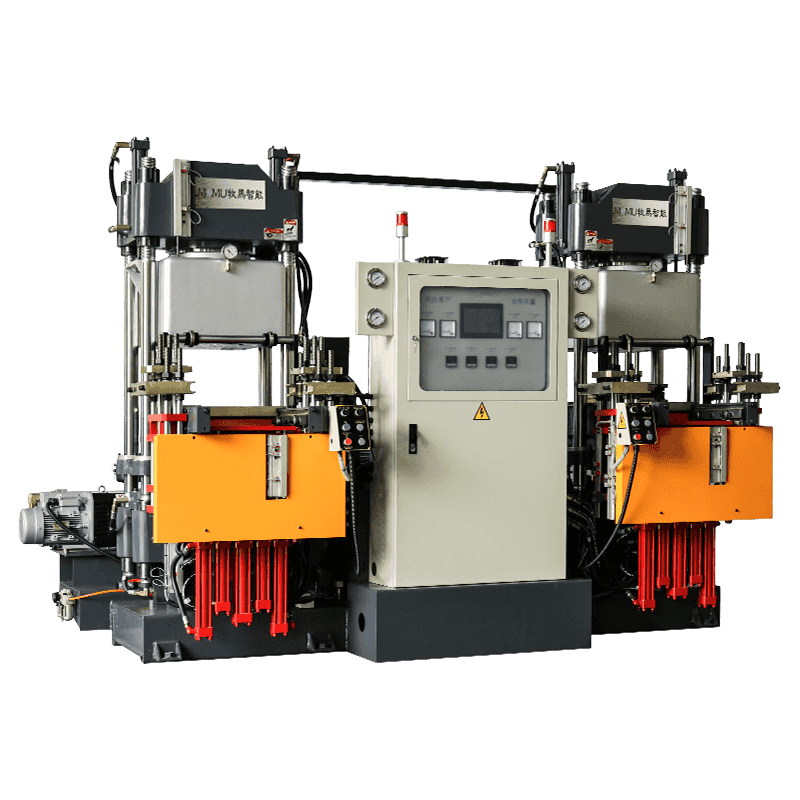
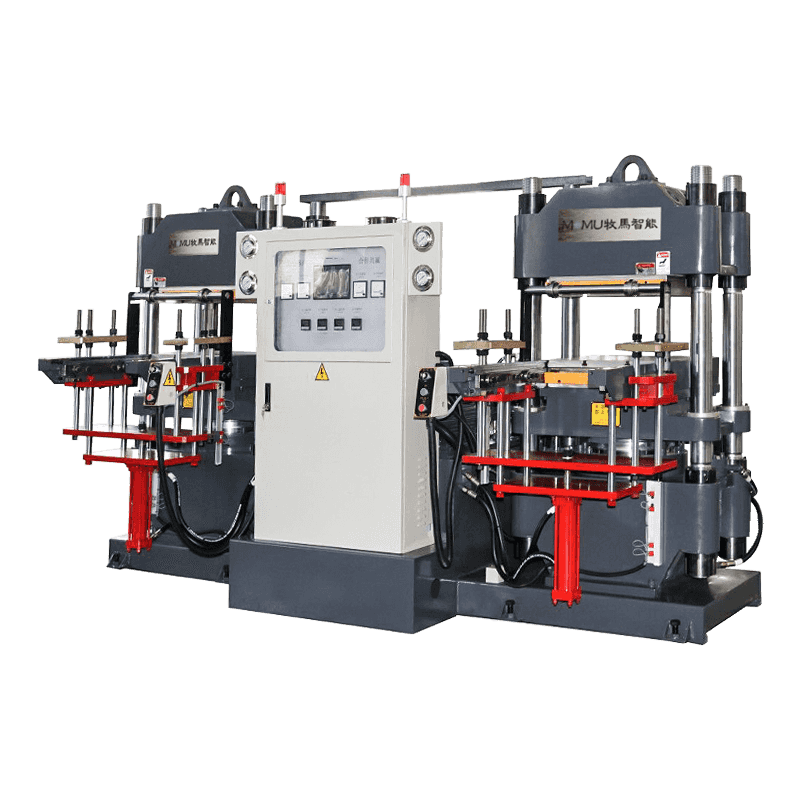
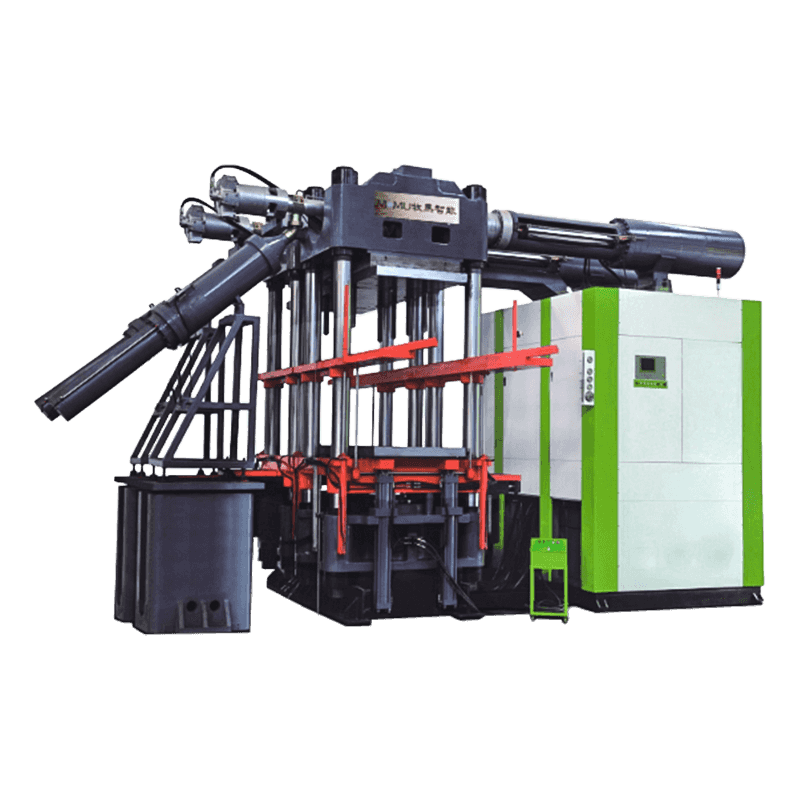
Componentes principais de uma máquina de moldagem por injeção LSR
Um sistema de moldagem por injeção LSR consiste em vários subsistemas integrados, cada um desempenhando uma função crítica no fornecimento de peças de silicone consistentes e sem defeitos.
Unidade de bombeamento e medição de tambor
A unidade da bomba do tambor extrai os dois componentes LSR de seus tambores de abastecimento originais usando placas seguidoras que pressionam a superfície do material para evitar a ingestão de ar. Cada componente é alimentado através de uma bomba dosadora separada e calibrada com precisão – normalmente uma bomba de engrenagens ou bomba de pistão – que controla a vazão volumétrica com alta precisão. A proporção entre o Componente A e o Componente B é mantida exatamente em 1:1 durante toda a filmagem. Qualquer desvio desta relação resulta em cura incompleta, peças pegajosas ou propriedades físicas reduzidas no componente acabado.
Sistema de mixagem estática e dinâmica
Após a dosagem, os dois componentes passam por um sistema de mistura antes de entrar no cilindro de injeção. Os misturadores estáticos – elementos helicoidais dentro de um tubo – criam uma ação de dobramento turbulenta que mistura completamente os componentes sem peças móveis. Para formulações com cores críticas ou ricas em aditivos, misturadores dinâmicos com elementos rotativos podem ser usados para uma mistura mais intensa. O sistema de mistura deve produzir uma mistura completamente homogênea sem aprisionamento de ar, pois quaisquer inclusões de ar aparecerão como vazios ou defeitos superficiais na peça moldada.
Tambor e parafuso de injeção de câmara fria
Ao contrário das máquinas termoplásticas onde o cilindro é aquecido, o cilindro de injeção LSR é resfriado – geralmente com água ou refrigerante – para manter o material abaixo de sua temperatura de ativação durante a medição e injeção. A rosca em uma máquina LSR é projetada especificamente para manusear materiais líquidos de baixa viscosidade. Normalmente apresenta uma baixa taxa de compressão e uma válvula de corte na ponta do bico para evitar que o silicone de baixa viscosidade goteje entre as injeções. O controle da temperatura do barril é fundamental; mesmo um ligeiro aumento na temperatura do barril pode iniciar a reticulação prematura que obstrui o sistema e causa tempos de inatividade dispendiosos.
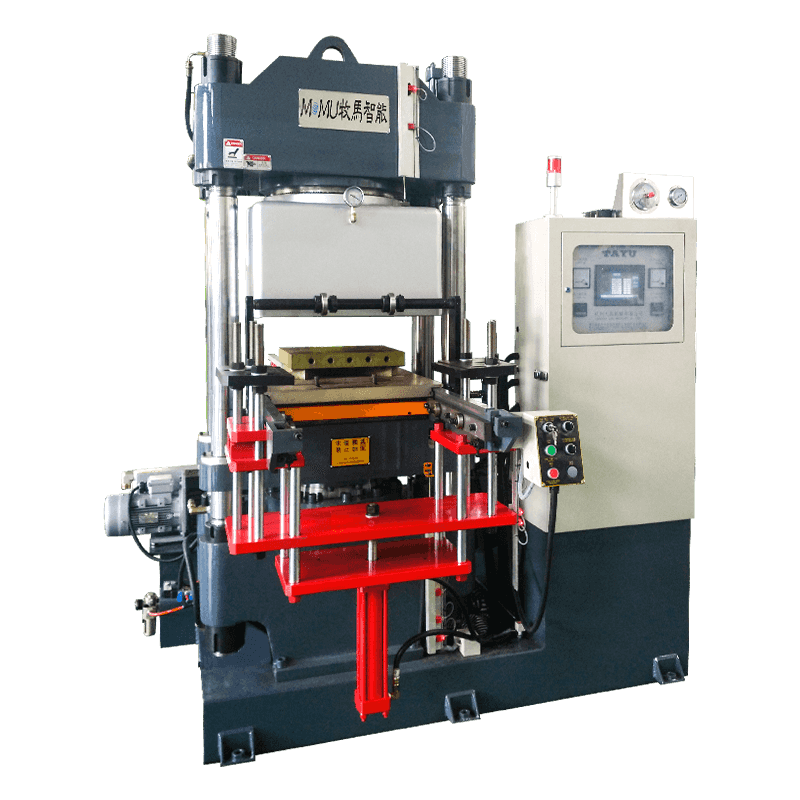
Molde aquecido e unidade de fixação
O molde em uma máquina LSR é aquecido eletricamente até a temperatura de vulcanização e mantido com forte uniformidade térmica em todas as cavidades. A unidade de fixação – que mantém o molde fechado contra a pressão de injeção – deve fornecer força suficiente para evitar rebarbas, pois o LSR tem viscosidade muito baixa e penetrará até mesmo em lacunas minúsculas na linha de partição. As forças de fixação para moldes LSR são calculadas com base na área projetada da peça e na pressão de injeção, e normalmente estão na faixa de 50 a 500 toneladas, dependendo do número de cavidades e da geometria da peça.
O processo de moldagem por injeção LSR passo a passo
A compreensão da sequência de operações em um ciclo de moldagem por injeção LSR esclarece por que cada componente da máquina é projetado da maneira que é.
- Medição de materiais: As bombas de tambor extraem os componentes A e B de seus tambores de abastecimento e a unidade de dosagem os entrega em uma proporção volumétrica precisa de 1:1 ao sistema de mistura.
- Mistura: Os dois componentes são completamente misturados no misturador estático ou dinâmico, produzindo uma mistura homogênea e sem bolhas, pronta para injeção.
- Dosagem: O LSR misto é dosado no cano de injeção resfriado, acumulando o volume preciso de injeção necessário para preencher todas as cavidades e o sistema de corredor.
- Fechamento do molde: A unidade de fixação fecha e trava o molde com força de fixação total antes do início da injeção.
- Injeção: A rosca avança, empurrando o LSR através do sistema de câmara fria e para dentro das cavidades aquecidas do molde a velocidade e pressão controladas.
- Vulcanização: O molde aquecido desencadeia a reação de reticulação catalisada por platina. A peça cura dentro do molde por um tempo de permanência programado – normalmente de 15 a 90 segundos, dependendo da espessura da parede, do tipo do material e da temperatura do molde.
- Abertura e desmoldagem do molde: Uma vez concluída a cura, o molde se abre e as peças são ejetadas – manualmente, por pinos ejetores ou por um sistema robótico de desmoldagem. Como as peças LSR são flexíveis, muitas vezes elas podem ser desmoldadas a partir de geometrias complexas que seriam impossíveis com termoplásticos rígidos.
Especificações da máquina de moldagem por injeção LSR comparadas
| Especificação | Faixa Típica | Importância |
| Força de fixação | 50–500 toneladas | Evita flash em LSR de baixa viscosidade |
| Temperatura do barril | 5°C – 25°C (resfriado) | Evita a cura prematura em barril |
| Temperatura do Molde | 150°C – 220°C | Controla a velocidade de cura e as propriedades da peça |
| Precisão da taxa de medição | ±0,5% ou melhor | Garante uma cura completa e consistente |
| Volume de tiro | 0,1 cm³ – 3.000 cm³ | Determina o tamanho da peça e a contagem de cavidades |
| Tempo de ciclo de cura | 15 – 90 segundos | Afeta o rendimento e o custo de produção |
| Número de cavidades | 1 – 128 | Dimensiona a produção para produção de alto volume |
Indústrias e aplicações que dependem de máquinas de moldagem por injeção LSR
A combinação única de propriedades do LSR — biocompatibilidade, estabilidade térmica de -60°C a mais de 200°C, isolamento elétrico, resistência química e clareza óptica em determinados graus — torna-o o material preferido em uma ampla gama de indústrias exigentes.
Dispositivos médicos e de saúde
O LSR é amplamente utilizado em aplicações médicas porque pode ser esterilizado por autoclave, radiação gama ou óxido de etileno sem degradação. As máquinas de moldagem por injeção LSR produzem componentes como máscaras respiratórias, rolhas de seringas, pontas de cateteres, vedações implantáveis, tubos de bombas peristálticas e produtos para alimentação infantil. As formulações de LSR de grau médico atendem aos padrões de biocompatibilidade ISO 10993, e a natureza fechada e livre de contaminação do processo de moldagem por injeção o torna adequado para fabricação em salas limpas.
Componentes Automotivos
No setor automotivo, o LSR é usado para protetores de velas de ignição, vedações de ilhós, vedações de conectores, juntas e carcaças de sensores que devem suportar flutuações extremas de temperatura e exposição a óleos e combustíveis. A alta estabilidade térmica do LSR o torna muito mais adequado do que a borracha convencional para componentes do compartimento do motor que devem funcionar de maneira confiável desde partidas a frio até altas temperaturas de operação.
Eletrônicos de consumo e wearables
Pulseiras para smartwatches, pontas de fones de ouvido, membranas de botões, vedações à prova d'água para smartphones e membranas de teclas de teclado são comumente fabricadas usando moldagem por injeção LSR. A capacidade de moldar LSR em geometrias complexas com tolerâncias restritas — e em qualquer cor — o torna ideal para produtos de consumo onde tanto o desempenho quanto a estética são importantes.
Produtos infantis e de contato com alimentos
Tetinas de mamadeira, chupetas, mordedores e lacres de qualidade alimentar para utensílios de cozinha são produzidos em LSR porque o material é livre de BPA, ftalatos e outros plastificantes prejudiciais. Ele resiste a ciclos repetidos de esterilização, mantém a flexibilidade em baixas temperaturas e não absorve sabores ou odores – todas propriedades críticas para contato com alimentos e aplicações infantis.
Fatores a serem considerados ao selecionar uma máquina de moldagem por injeção LSR
Escolhendo o certo Máquina de moldagem por injeção LSR requer uma avaliação cuidadosa de seus requisitos específicos de produção, características de materiais e metas de qualidade. Comprar a máquina errada para sua aplicação resulta em defeitos de qualidade, desperdício excessivo e dificuldade em cumprir as metas de produção.
- Tamanho da peça e peso do tiro: A unidade de injeção da máquina deve ser dimensionada para fornecer o volume de injeção preciso necessário para sua contagem de peças e cavidades. Unidades de injeção superdimensionadas reduzem a precisão da dosagem de peças pequenas; unidades subdimensionadas não podem preencher moldes grandes ou com múltiplas cavidades.
- Precisão de medição: Para aplicações críticas, como peças médicas ou que entram em contato com alimentos, é necessária uma precisão de medição de ±0,5% ou melhor. Verifique as especificações do sistema de medição e solicite ao fornecedor dados documentados de capacidade do processo.
- Sistema de câmara fria ou canal de resíduos: Os sistemas de câmara fria para LSR (que mantêm o material da câmara não curado e reciclável ou reinjetável) reduzem significativamente o desperdício de material e são padrão em máquinas de produção de alto volume. Confirme a compatibilidade do sistema de canal com o projeto do seu molde.
- Compatibilidade com salas limpas: Para a produção de dispositivos médicos, a máquina deve ser compatível com instalação em sala limpa – aço inoxidável ou superfícies revestidas, geração mínima de partículas e compatibilidade com vestimentas de sala limpa e protocolos de acesso.
- Integração de automação: A produção de LSR em alto volume se beneficia significativamente da desmoldagem robótica integrada, sistemas de inspeção visual e manuseio de peças baseado em transportadores. Confirme a compatibilidade da interface da máquina com seus requisitos de automação antes da compra.
- Capacidade de ventilação a vácuo: Para peças que exigem qualidade de superfície excepcional ou para processamento de LSR de grau óptico, a cavidade do molde deve ser evacuada antes da injeção para remover o ar preso. Confirme se o projeto da máquina e do molde suporta ventilação a vácuo, se isso for necessário para sua aplicação.
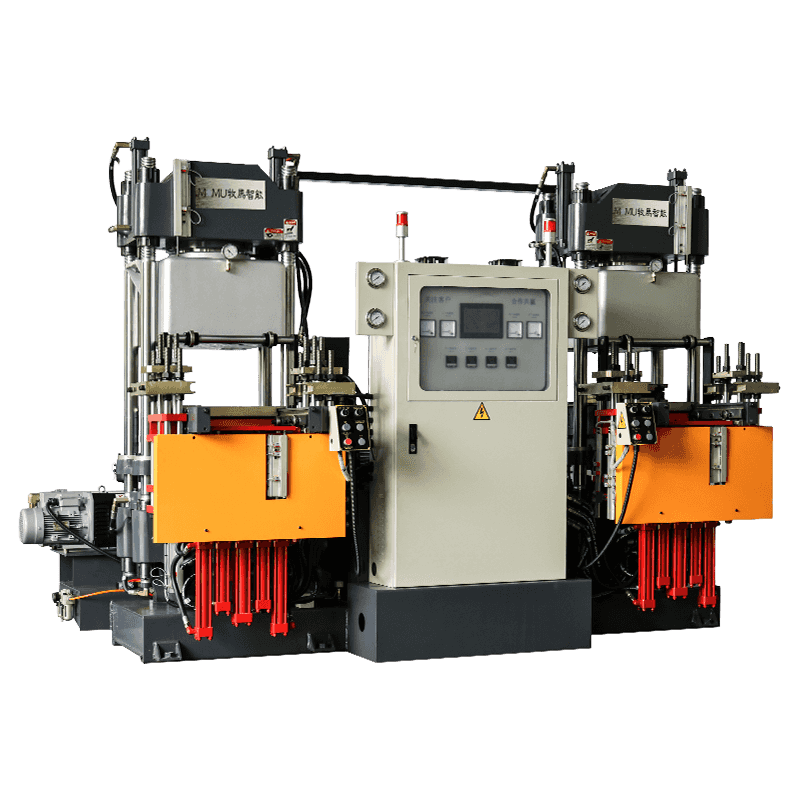
Vantagens das máquinas de moldagem por injeção LSR em relação aos métodos alternativos de processamento de silicone
A moldagem por injeção LSR compete com a moldagem por compressão e a moldagem por transferência como métodos de produção de peças de borracha de silicone. Cada método tem seu lugar, mas a moldagem por injeção LSR oferece vantagens significativas para a produção de componentes de precisão de médio a alto volume.
- Tempo de ciclo: Os tempos de ciclo de moldagem por injeção LSR são significativamente mais curtos do que a moldagem por compressão, especialmente para peças de paredes finas, permitindo um rendimento muito maior por turno.
- Consistência dimensional: O processo de injeção fechado e automatizado produz tolerâncias dimensionais muito mais restritas do que os processos de compressão de molde aberto, que são afetados pela variabilidade do operador na colocação do material e no fechamento do molde.
- Desperdício de materiais: Os sistemas de injeção LSR de câmara fria produzem praticamente zero desperdício de material, pois o material não curado da câmara é reinjetado. A moldagem por compressão e transferência gera rebarbas significativas e sucata de rotor.
- Potencial de automação: A moldagem por injeção LSR é totalmente compatível com automação robótica, permitindo a produção sem luz para peças de alto volume. A moldagem por compressão é inerentemente mais trabalhosa.
- Moldagem multicomponente: Máquina de moldagem por injeção LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Considerações operacionais e de manutenção para máquinas LSR
As máquinas de moldagem por injeção LSR exigem manutenção disciplinada para evitar acúmulo de material, cura dentro do cilindro e desvio de dosagem. No final de cada produção, o sistema de entrega de material deve ser completamente purgado com um agente de lavagem ou base de silicone neutra para remover todo o LSR misturado antes de curar dentro das linhas, misturador ou barril. O silicone curado dentro do sistema de injeção é extremamente difícil de remover e normalmente requer a desmontagem completa dos componentes afetados.
As bombas dosadoras devem ser calibradas regularmente – no mínimo durante cada troca de material – para verificar se a proporção de 1:1 está sendo mantida com precisão. Os controladores de temperatura do molde e os elementos de aquecimento devem ser verificados periodicamente quanto a desvios de calibração e desenvolvimento de pontos críticos, pois temperaturas irregulares do molde produzem cura inconsistente e empenamento da peça. Com protocolos de manutenção adequados em vigor, uma máquina de moldagem por injeção LSR bem especificada fornecerá produção confiável e de alta qualidade por muitos anos.