Por que o vácuo muda tudo na vulcanização da borracha
A vulcanização da borracha – o processo de reticulação de cadeias de polímeros usando calor e pressão para transformar a borracha bruta em um material elástico e durável – é praticada industrialmente há mais de 180 anos. No entanto, a introdução da tecnologia de vácuo no processo de vulcanização representa um dos refinamentos mais significativos na fabricação moderna de borracha. Um máquina de vulcanização de borracha a vácuo evacua o ar e os gases aprisionados do composto de borracha e da cavidade do molde antes e durante a cura, eliminando a porosidade, os vazios e os defeitos superficiais que a vulcanização à pressão atmosférica inevitavelmente produz em componentes de precisão.
O resultado é um produto mensuravelmente superior: redes de ligações cruzadas mais densas, propriedades mecânicas aprimoradas, melhor precisão dimensional e superfícies livres de defeitos – tudo isso é crítico em aplicações onde falhas em componentes de borracha acarretam consequências regulatórias ou de segurança. À medida que a demanda por peças de borracha de precisão cresce nos setores automotivo, aeroespacial, médico e eletrônico, as máquinas de vulcanização a vácuo passaram de equipamentos especializados para ferramentas industriais convencionais.
O Processo de Vulcanização: Convencional vs. Vácuo
Para compreender o valor da vulcanização a vácuo, é útil examinar exatamente onde os métodos convencionais falham.
Moldagem Convencional por Compressão ou Transferência
Na vulcanização por compressão ou transferência padrão, um composto de borracha é colocado em um molde aquecido e pressão é aplicada para forçar o material para dentro da cavidade do molde. O ar preso dentro do composto ou na interface composto-molde não tem caminho de fuga. À medida que a temperatura aumenta e a reticulação começa, esse ar preso forma microvazios – poros, bolhas e corrosão superficial – que reduzem a densidade, a resistência à tração e a vida útil da peça. Para produtos de consumo não críticos, esta degradação é aceitável. Para vedações, diafragmas, componentes de dispositivos médicos e juntas aeroespaciais, não é.
Vulcanização assistida por vácuo
Uma máquina de vulcanização de borracha a vácuo aplica um vácuo controlado - normalmente na faixa de –0,08 a –0,098 MPa (medidor de aproximadamente –80 a –98 kPa) — à cavidade do molde antes da injeção ou compressão do composto, e mantém esse vácuo durante os estágios iniciais de cura. Esta evacuação remove gases dissolvidos da matriz de borracha, elimina bolsas de ar interfaciais e reduz o ponto de ebulição da umidade dentro do composto, retirando-o antes que o calor seja aplicado. O ciclo de cura prossegue então sob vácuo e pressão aplicada, produzindo uma peça totalmente consolidada e sem vazios.
Principais vantagens técnicas da vulcanização a vácuo
Os benefícios de desempenho da vulcanização a vácuo são quantificáveis através de múltiplas métricas de qualidade e processo:
- Eliminação de porosidade e vazios — A evacuação a vácuo remove o ar preso antes que a gelificação o fixe no lugar. As peças atingem densidades relativas próximas do máximo teórico para o composto, o que se traduz diretamente em maior resistência à tração, alongamento na ruptura e resistência à fadiga.
- Qualidade de superfície superior — Sem ar preso na interface molde-borracha, as superfícies acabadas são lisas, cosmeticamente limpas e livres de corrosão. Isto é particularmente crítico para lentes de silicone de grau óptico, tubos médicos e produtos de borracha voltados para o consumidor, onde a estética afeta a qualidade percebida.
- Melhor precisão dimensional — A consolidação sem vazios produz peças que se adaptam precisamente à geometria do molde. A contração é mais previsível e uniforme, reduzindo a variação dimensional pós-cura — uma vantagem importante para anéis de vedação, vedações e peças moldadas com tolerâncias restritas.
- Fluxo composto aprimorado em geometrias complexas — A extração a vácuo auxilia o movimento do composto em cortes profundos, seções finas e características complexas do molde que a injeção à pressão atmosférica tem dificuldade para preencher completamente.
- Taxas reduzidas de refugo e retrabalho — Ao eliminar a principal causa de defeitos visuais e estruturais na borracha moldada, a vulcanização a vácuo reduz significativamente as taxas de rejeição em componentes de precisão, melhorando a eficácia geral do equipamento (OEE) para operações de moldagem de borracha.
- Compatibilidade com compostos sensíveis à umidade — Borracha de silicone, EPDM e certos elastômeros especiais são particularmente sensíveis à umidade residual durante a cura. A desgaseificação a vácuo antes do aquecimento remove efetivamente essa umidade, evitando a porosidade causada pelo vapor na peça curada.
Tipos de máquinas vulcanizadoras de borracha a vácuo
O equipamento de vulcanização a vácuo está disponível em diversas configurações, cada uma adequada para diferentes escalas de produção, tipos de borracha e geometrias de peças.
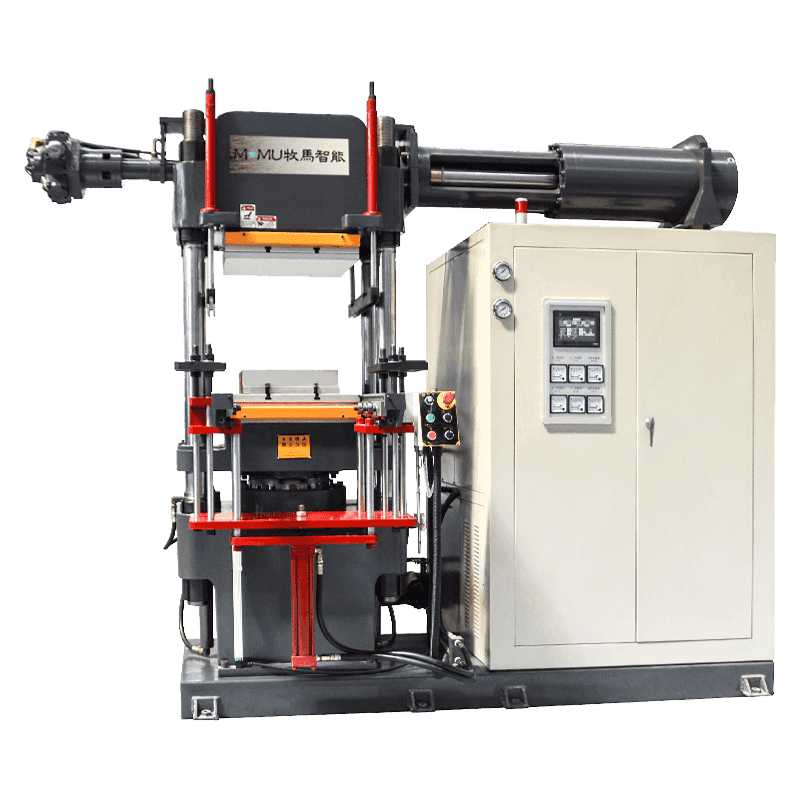
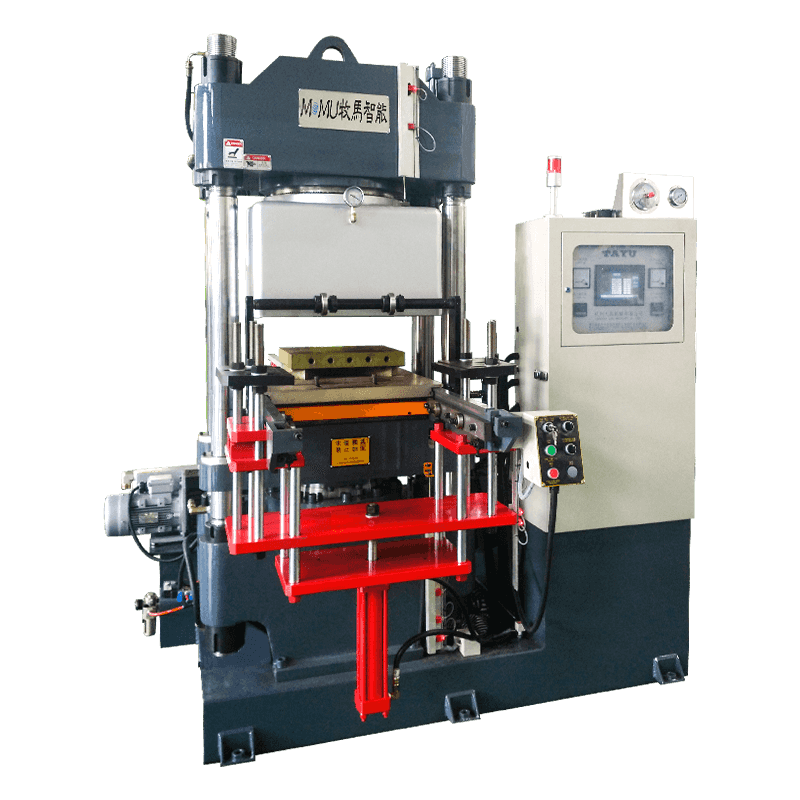
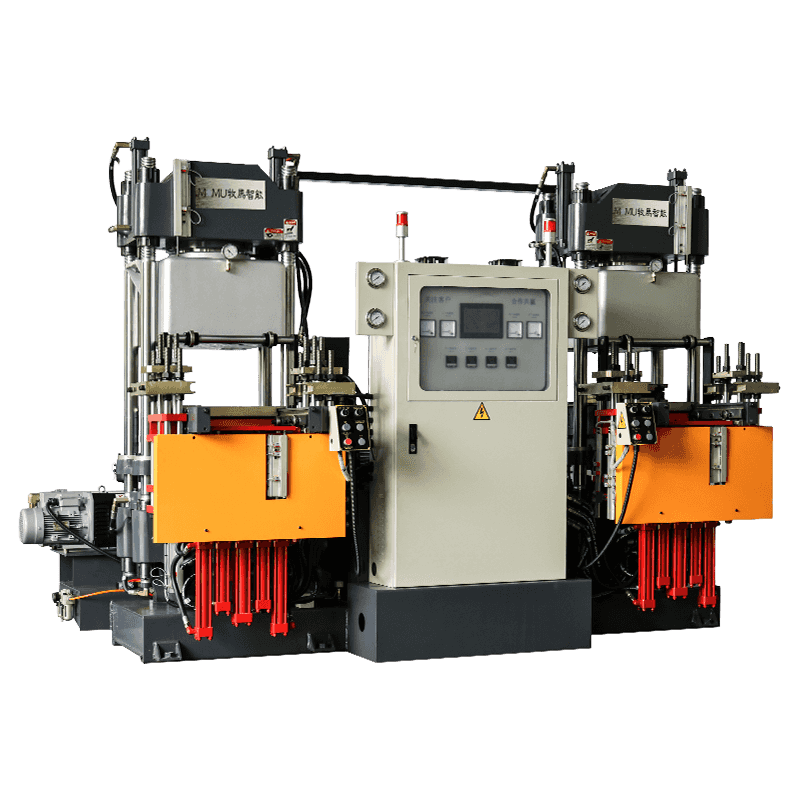
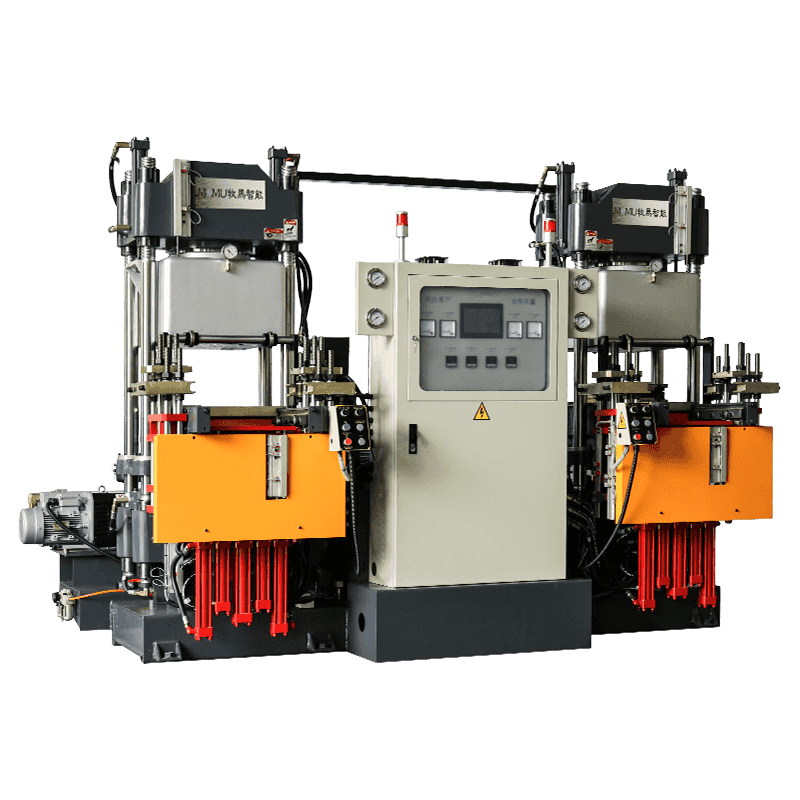
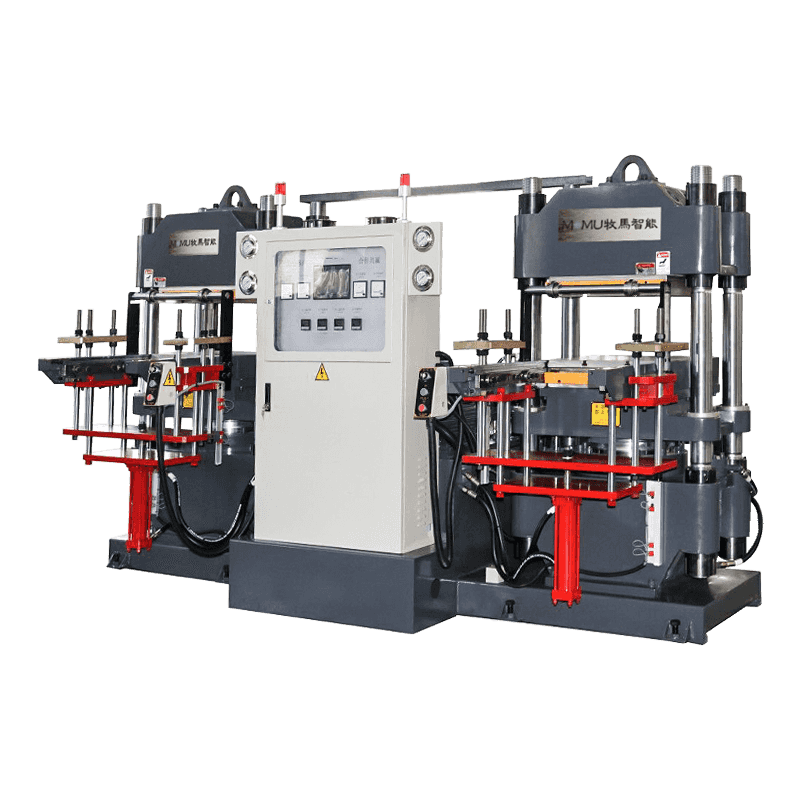
Prensa de moldagem por compressão a vácuo
A configuração mais utilizada na moldagem de borracha em lote. Uma prensa hidráulica com placas aquecidas comprime o molde; um circuito de vácuo – integrado ao molde ou aplicado através de uma câmara de vácuo periférica – evacua a cavidade antes e durante o fechamento. Adequado para placas planas, folhas, juntas e perfis moldados relativamente simples. As temperaturas da placa normalmente variam de 150°C a 200°C , com pressões hidráulicas de 10 a 200 toneladas dependendo do tamanho da peça e da viscosidade do composto.
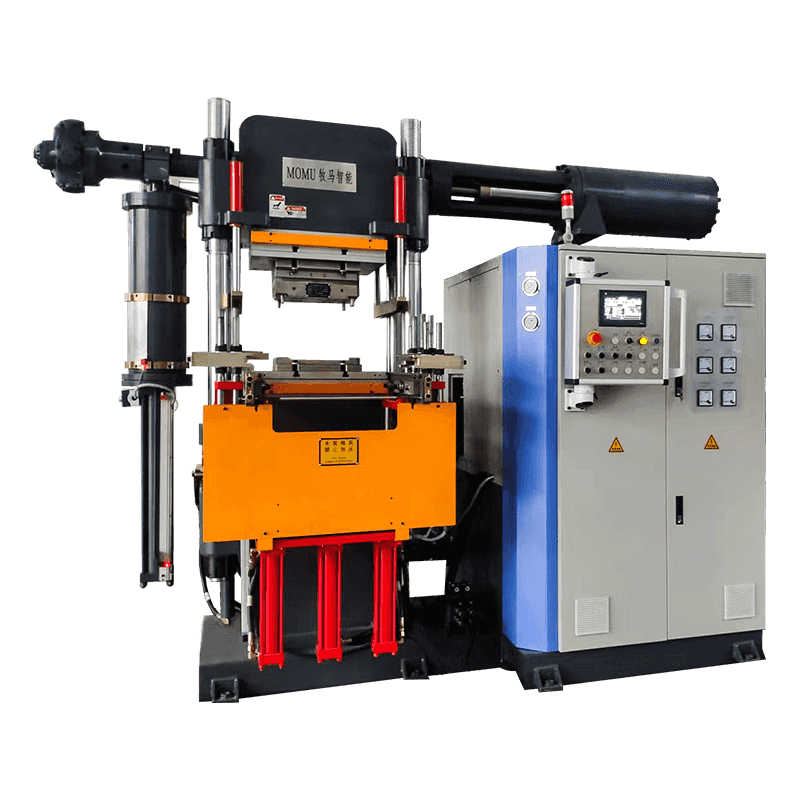
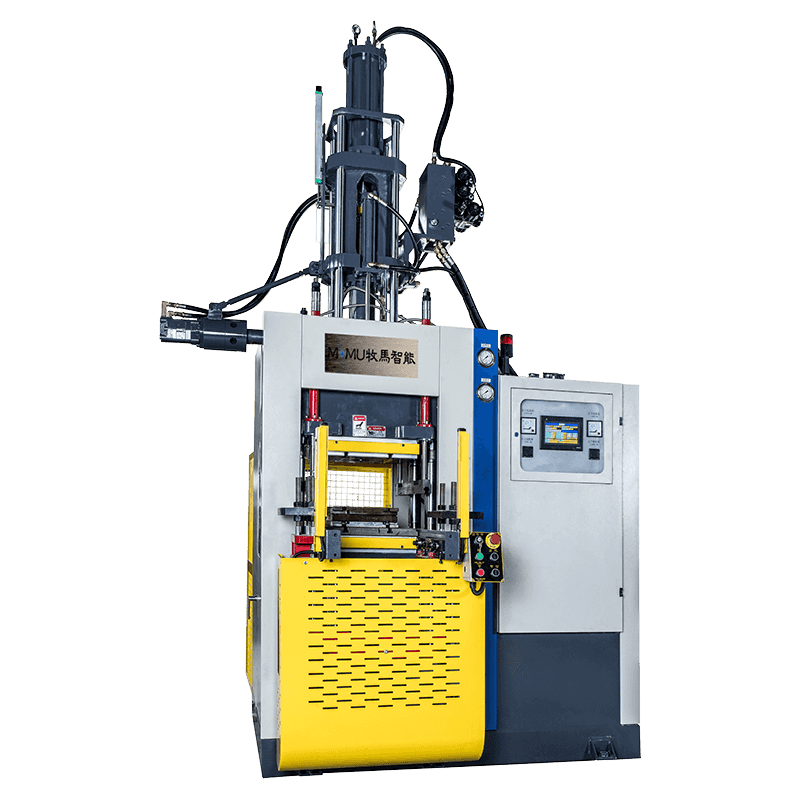
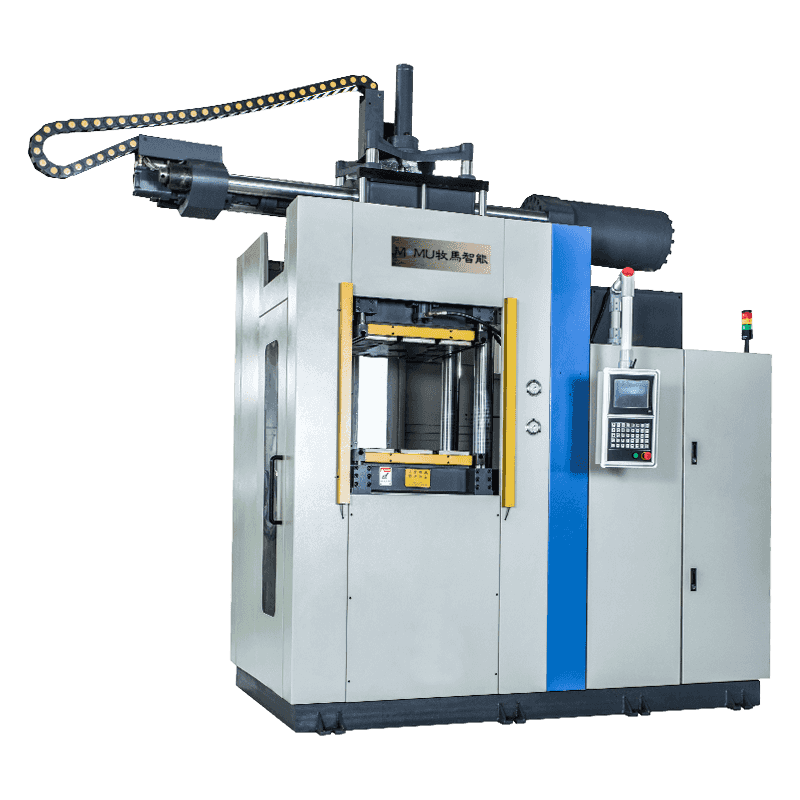
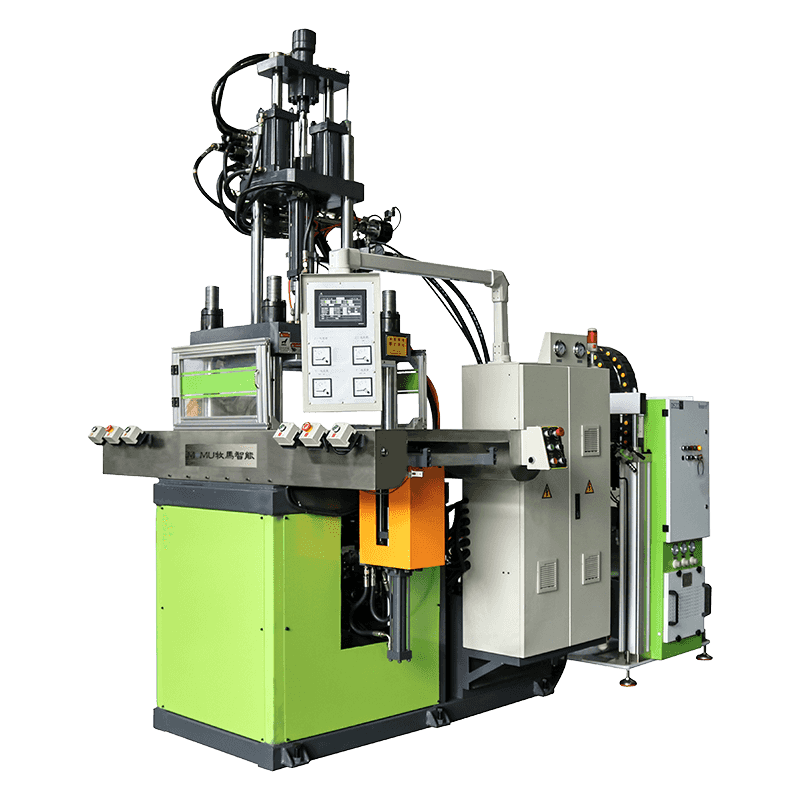
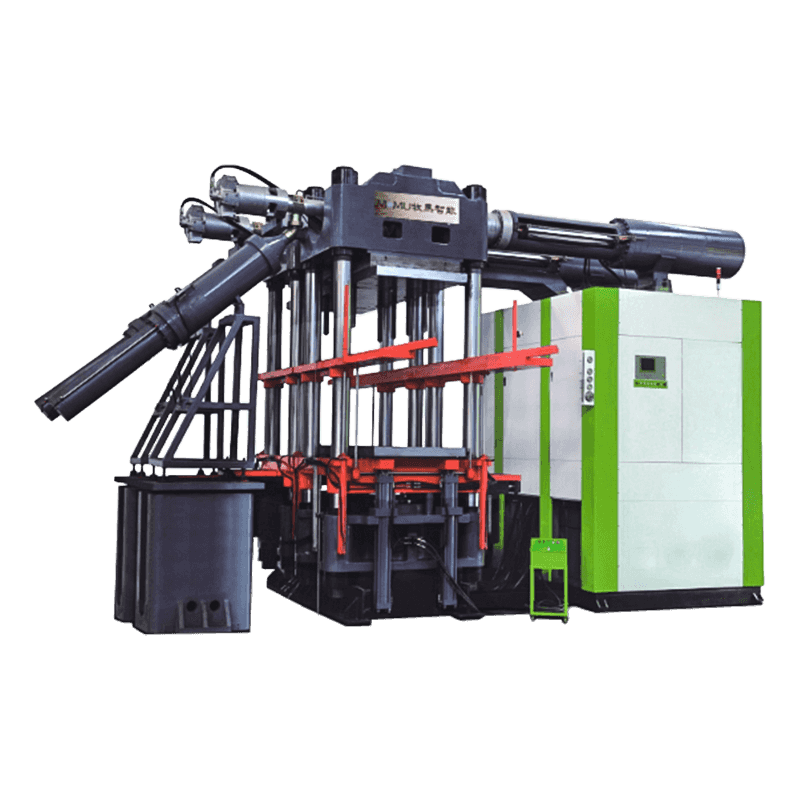
Máquina de moldagem por injeção a vácuo
Combina a evacuação da cavidade a vácuo com injeção de composto de borracha pré-plastificada sob pressão. O molde é selado e evacuado antes do início da injeção e, em seguida, o composto é injetado na cavidade evacuada. Essa configuração oferece a melhor consistência dimensional para peças tridimensionais complexas produzidas em grandes volumes — vedações automotivas, ilhós de conectores e componentes de dispositivos médicos são aplicações típicas. Os tempos de ciclo são mais curtos do que os da moldagem por compressão devido à dosagem precisa do composto e ao preenchimento mais rápido.
Vulcanizador de autoclave a vácuo
Usado para peças de borracha grandes e de formato irregular — mangueiras, juntas de expansão, tubos revestidos de borracha e montagens compostas — que não podem ser acomodadas por um molde de prensa convencional. A peça é colocada em um saco a vácuo ou câmara selada, evacuada e depois submetida a temperatura e pressão elevadas (vapor ou ar quente) dentro do recipiente da autoclave. Comum em colagem de borracha aeroespacial e grandes aplicações de revestimento de borracha industrial. Os tempos de ciclo são mais longos, mas o processo acomoda geometrias de peças que nenhum outro método pode manipular.
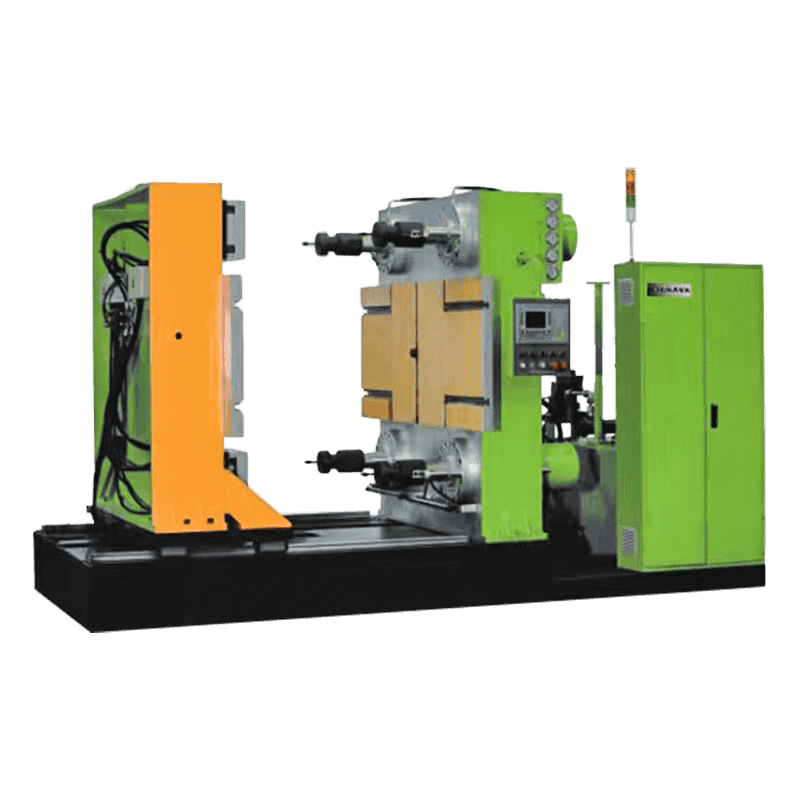
Prensa vulcanizadora de placa a vácuo (tipo correia transportadora)
Projetado especificamente para vulcanizar correias transportadoras de borracha, placas de piso e produtos planos largos. Múltiplas placas aquecidas pressionam uma correia ou folha alimentada continuamente enquanto o vácuo é aplicado à zona de prensagem. Comum na fabricação de correias transportadoras e na produção de pisos de borracha, onde a largura pode exceder 2.000 mm e é necessária uma produtividade contínua.
Componentes principais do sistema
Uma máquina de vulcanização de borracha a vácuo integra vários subsistemas que devem trabalhar em coordenação para alcançar uma qualidade de cura consistente.
| Subsistema | Função | Especificação principal |
|---|---|---|
| Sistema de bomba de vácuo | Evacua a cavidade do molde para atingir a pressão | Meta: ≤–0,095 MPa; bomba de palhetas rotativas ou anel líquido |
| Placas/Câmara de Aquecimento | Fornece e mantém a temperatura de cura uniformemente | Uniformidade de ±1–2°C; aquecido elétrico ou a vapor |
| Sistema de fixação hidráulica | Aplica e mantém a pressão de fechamento do molde | Tonelagem compatível com a área da peça e viscosidade do composto |
| Sistema de vedação a vácuo | Mantém a integridade do vácuo durante o ciclo de cura | O-ring ou vedações de labirinto na linha de separação do molde |
| Sistema de controle CLP | Sequencia eventos de vácuo, temperatura e pressão | Perfis de cura programáveis; capacidade de registro de dados |
| Controlador de temperatura do molde | Aquecimento rápido e regulação precisa da temperatura | Controlado por PID; tempo de resposta <30 segundos |
Aplicações Industriais
As máquinas de vulcanização de borracha a vácuo são utilizadas onde a vulcanização convencional produz taxas de defeitos inaceitáveis ou onde as propriedades dos materiais devem atender a padrões de desempenho rigorosos.
Sistemas de Vedação Automotiva
Vedações do compartimento do motor, juntas de portas e janelas, anéis de vedação do sistema de combustível e diafragmas do sistema de freio estão entre as aplicações de maior volume. Um único veículo de passageiros contém mais de 400 componentes individuais de vedação de borracha , muitos dos quais devem atender aos padrões de vazamento zero ao longo de 150.000 km de vida útil. A moldagem a vácuo garante a integridade da seção transversal livre de vazios que torna isso possível.

Equipamentos Médicos e Farmacêuticos
Componentes de borracha de silicone para dispositivos médicos — tubos, rolhas, diafragmas, elementos de bombas peristálticas e peças implantáveis — exigem absoluta ausência de porosidade e contaminação. A vulcanização a vácuo é o processo padrão aceito para moldagem de silicone de grau médico, e as submissões regulatórias para dispositivos médicos de Classe II e III normalmente fazem referência ao processamento a vácuo como parte do protocolo de fabricação validado.
Aeroespacial e Defesa
Vedações de portas de aeronaves, juntas de pressurização de cabine, elastômeros de sistema de combustível e suportes de isolamento de vibração devem atender aos requisitos AS9100 e especificações MIL que abordam explicitamente a porosidade e a tolerância dimensional. A vulcanização em autoclave a vácuo é o método padrão para conjuntos de borracha de nível aeroespacial e componentes elastoméricos de grande formato.
Eletrônica e Semicondutores
Teclados de silicone, contatos de elastômero condutivos, juntas de proteção EMI e lentes de silicone de grau óptico para aplicações de LED se beneficiam da moldagem a vácuo. A porosidade nesses componentes causa variação na resistência elétrica, espalhamento óptico e falha mecânica prematura — defeitos que a vulcanização a vácuo elimina no nível do processo, em vez de depender de inspeção e classificação posterior.
Mangueiras Industriais e Sistemas Transportadores
Mangueiras hidráulicas de alta pressão, linhas de transferência de produtos químicos e correias transportadoras que operam em ambientes abrasivos ou quimicamente agressivos exigem construções de borracha densas e sem espaços vazios para atingir pressões de ruptura e vida útil nominais. A vulcanização por autoclave a vácuo ou prensa de placa a vácuo fornece a qualidade de consolidação que essas aplicações exigem.
Parâmetros do Processo e Projeto do Ciclo de Cura
O ciclo de cura para vulcanização a vácuo envolve uma série de eventos sequenciados com precisão. Desvios da sequência otimizada — especialmente o tempo de vácuo em relação à rampa de temperatura — afetam diretamente a qualidade da peça.
- Carregamento do molde e fechamento inicial — O composto é carregado e o molde é fechado em uma posição "rachada" (parcialmente fechada) para permitir extração a vácuo sem compressão total.
- Aplicação de vácuo — A bomba de vácuo evacua a cavidade do molde até a pressão alvo (normalmente ≤–0,09 MPa). Este estágio normalmente dura de 30 a 120 segundos, dependendo do volume da cavidade e do conteúdo do gás composto. O vácuo deve ser alcançado antes que a transferência significativa de calor para o composto comece — o aquecimento prematuro inicia a reticulação antes da conclusão da desgaseificação.
- Fechamento total do molde sob vácuo — Uma vez confirmado o vácuo alvo, é aplicada pressão de fixação hidráulica total. O composto flui para a cavidade evacuada sob pressão combinada de vácuo e pressão mecânica.
- Cura isotérmica — A temperatura do molde é mantida na temperatura de cura especificada (normalmente 150–180°C para compostos NR/SBR; 170–200°C para silicone) durante o tempo de cura calculado t90 — o tempo para atingir 90% da densidade máxima de reticulação conforme determinado pela análise do reômetro.
- Liberação de pressão e desmoldagem — Após a conclusão da cura, a pressão de fixação é liberada, o vácuo é liberado e o molde é aberto para remoção da peça. A vulcanização secundária pós-cura em um forno pode ser especificada para certos compostos de silicone e fluoroelastômero para completar a reticulação e eliminar os subprodutos da cura.
Critérios de seleção de equipamentos
Selecionando o certo máquina de vulcanização a vácuo para uma determinada aplicação requer a avaliação de vários fatores interdependentes. A simplificação excessiva desta decisão leva a equipamentos subespecificados que não conseguem atingir a qualidade exigida ou a máquinas com engenharia excessiva cujas capacidades nunca são utilizadas.
- Tamanho e geometria da peça — Perfis planos ou simples adequam-se às configurações de prensas de compressão; peças tridimensionais complexas requerem capacidade de moldagem por injeção; formas grandes ou irregulares precisam de processamento em autoclave.
- Tipo de composto de borracha — Silicone, EPDM, NBR, fluoroelastômero e borracha natural têm temperaturas de cura, pressões e requisitos de sensibilidade ao vácuo distintos que influenciam as especificações da máquina.
- Volume de produção — A produção em grande volume justifica o investimento em prensas injetoras multicavidades com desmoldagem automatizada; trabalhos de baixo volume ou protótipos são melhor atendidos por unidades de compressão menores e flexíveis.
- Profundidade de vácuo e tempo de espera — Aplicações com compostos altamente viscosos ou formulações com alto teor de gás requerem vácuo mais profundo (próximo de –0,098 MPa) e tempos de espera de evacuação mais longos antes do início da cura.
- Especificação de uniformidade de temperatura — As peças médicas e aeroespaciais com tolerância restrita exigem uniformidade de temperatura da placa de ±1°C ou melhor; aplicações industriais gerais podem aceitar ±3–5°C.
- Requisitos de automação e registro de dados — As indústrias regulamentadas (médica, aeroespacial, de contato com alimentos) exigem registro completo dos parâmetros do processo, rastreabilidade por lote e perfis de cura controlados por PLC que não podem ser substituídos manualmente durante a produção.
Uma auditoria de processo abrangente – revisando a formulação do composto, o projeto da peça, os requisitos de qualidade e o volume de produção – realizada antes da aquisição do equipamento evita erros de especificação dispendiosos e garante que a máquina selecionada forneça o resultado necessário desde o comissionamento em diante.