Um moldagem por compressão de borracha é um dos processos mais antigos e amplamente utilizados na fabricação de peças de borracha, e a máquina no centro desse processo – a máquina de moldagem por compressão de borracha – continua sendo a pedra angular das linhas de produção nos setores automotivo, aeroespacial, vedação industrial e bens de consumo. Apesar do surgimento das tecnologias de moldagem por injeção e transferência, a moldagem por compressão perdura devido à sua simplicidade, vantagens de custo de ferramentas e adequação a uma ampla gama de compostos de borracha e geometrias de peças. Compreender como essas máquinas funcionam, o que distingue os equipamentos de alta qualidade dos médios e como adequar as especificações das máquinas às suas necessidades de produção é essencial para engenheiros, gerentes de compras e operadores de fábrica que trabalham com produtos de borracha vulcanizada.
O que uma máquina de moldagem por compressão de borracha faz
A máquina de moldagem por compressão de borracha aplica calor e pressão controlados a uma carga pré-medida de composto de borracha não curada colocada diretamente em uma cavidade de molde aberta. Quando a máquina fecha o molde sob pressão hidráulica, a borracha é forçada a se adaptar ao formato da cavidade. O calor sustentado – normalmente entre 150°C e 200°C, dependendo do composto – desencadeia a vulcanização, o processo de reticulação química que transforma o composto de borracha macio e flexível em uma peça com acabamento elástico e durável. Uma vez concluído o ciclo de cura, o molde se abre e a peça é removida, muitas vezes exigindo rebarbação manual para cortar o excesso de material que fluiu para a linha de partição.
O processo de moldagem por compressão é particularmente adequado para borracha natural, EPDM, silicone, neoprene, nitrila (NBR) e fluoroelastômeros (FKM/Viton). É comumente usado para produzir vedações, juntas, anéis de vedação, amortecedores de vibração, diafragmas, buchas e perfis de borracha personalizados. Como o molde é aberto durante o carregamento, a moldagem por compressão acomoda borracha reforçada com tecido, peças ligadas com metal-borracha e inserções de forma mais natural do que os processos de moldagem por injeção, tornando-a o método preferido para componentes complexos de borracha composta.
Componentes principais de uma máquina de moldagem por compressão de borracha
Compreender os principais componentes de uma máquina de moldagem por compressão esclarece tanto seus princípios operacionais quanto os principais fatores de qualidade a serem avaliados ao comparar modelos de diferentes fabricantes.
Sistema Hidráulico
O sistema hidráulico é o coração gerador de força da máquina. Uma bomba hidráulica conduz o fluido para os cilindros que acionam a placa móvel, gerando a força de fixação que fecha o molde e mantém a pressão durante todo o ciclo de cura. A força de fixação é medida em toneladas e determina diretamente o tamanho máximo do molde e a pressão da cavidade alcançáveis. As máquinas variam desde pequenas unidades de bancada de 10 a 50 toneladas para trabalhos de laboratório e protótipos, até grandes prensas de produção superiores a 1.000 toneladas para peças automotivas e industriais. A estabilidade da pressão do sistema hidráulico durante a cura é crítica – flutuações causam variação dimensional na peça acabada e podem resultar em preenchimento incompleto ou vazios na borracha.

Placas aquecidas
As placas superior e inferior são placas metálicas planas e retificadas com precisão que seguram as metades do molde e transferem calor para elas. As placas são aquecidas internamente por meio de elementos de resistência elétrica, vapor ou circulação de óleo quente. O aquecimento elétrico é mais comum em máquinas modernas devido à sua controlabilidade precisa e facilidade de manutenção. O aquecimento a vapor oferece taxas de aquecimento rápidas, mas requer infraestrutura e sistemas de gerenciamento de pressão. A uniformidade da distribuição de temperatura em toda a superfície da placa é um dos indicadores de qualidade mais importantes para uma máquina de moldagem por compressão — a variação de temperatura de mais de ±3°C na placa pode causar uma cura irregular, resultando em peças com dureza, densidade e precisão dimensional inconsistentes em todo o molde.
Sistema de controle
As modernas máquinas de moldagem por compressão de borracha usam sistemas de controle baseados em PLC (controlador lógico programável) com painéis HMI (interface homem-máquina) touchscreen que permitem aos operadores programar e armazenar receitas de cura - combinações de configurações de temperatura, pressão e tempo para compostos de borracha específicos e geometrias de peças. Máquinas avançadas oferecem controle de pressão em vários estágios, respiração automática do molde (liberação de pressão momentânea controlada para permitir que o ar preso e os voláteis escapem durante a cura) e integração com monitoramento de produção e sistemas de dados de qualidade. As máquinas básicas podem usar controles mais simples baseados em relés ou temporizadores analógicos e termostatos, que limitam a precisão e a rastreabilidade, mas reduzem os custos.
Principais parâmetros do processo e como eles afetam a qualidade da peça
A qualidade da moldagem por compressão de borracha é governada por três parâmetros de processo interdependentes: temperatura, pressão e tempo. Acertar isso para um composto de borracha específico e um projeto de molde é a base para uma produção consistente.
| Parâmetro | Faixa Típica | Efeito de muito baixo | Efeito de muito alto |
| Temperatura | 150°C – 200°C | Subcurar; partes moles e fracas | Supercura; fragilidade, degradação da superfície |
| Pressão | Pressão de cavidade de 5 – 15 MPa | Preenchimento incompleto; porosidade; tiros curtos | Flash excessivo; danos ao molde |
| Tempo de cura | 2 – 20 minutos (dependente do composto) | Subcurar; pegajosidade; propriedades mecânicas pobres | Reversão (em NR); tempo de ciclo desperdiçado |
O tempo de cura é específico do composto e deve ser estabelecido através de testes de reômetro (usando instrumentos como um MDR – reômetro de matriz móvel) antes do início da produção. O reômetro gera uma curva de cura que mostra o tempo de cura ideal (T90 — o tempo para atingir 90% do torque máximo) para uma determinada temperatura. A execução de peças em T90, em vez de cura excessiva, reduz o tempo de ciclo e o consumo de energia sem comprometer as propriedades mecânicas. Muitas instalações de produção armazenam dados de cura do reômetro junto com suas receitas de cura PLC para manter a rastreabilidade e permitir o ajuste rápido da receita quando os lotes de matéria-prima mudam.
Tipos de máquinas de moldagem por compressão de borracha
As máquinas de moldagem por compressão de borracha estão disponíveis em diversas configurações estruturais e operacionais, cada uma adequada para diferentes escalas de produção e requisitos de peças.
- Imprensa à luz do dia: A configuração mais comum, com um conjunto de placas superiores e inferiores que abrem e fecham em uma única ação. Simples de operar e manter e adequado para a produção da maioria das peças de borracha padrão. Disponível em tamanhos que vão desde modelos de bancada de laboratório até grandes prensas industriais.
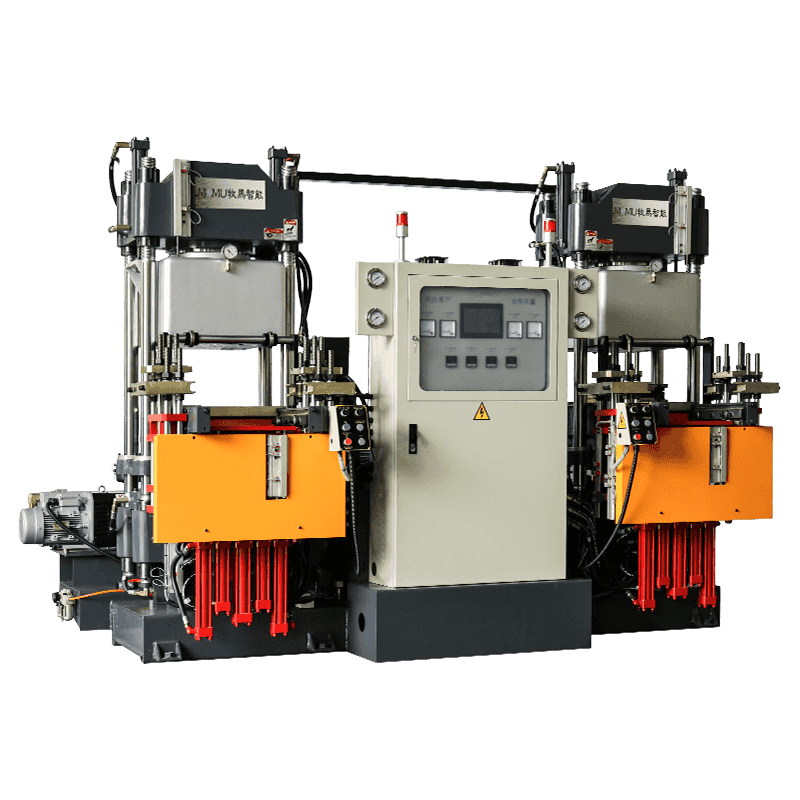
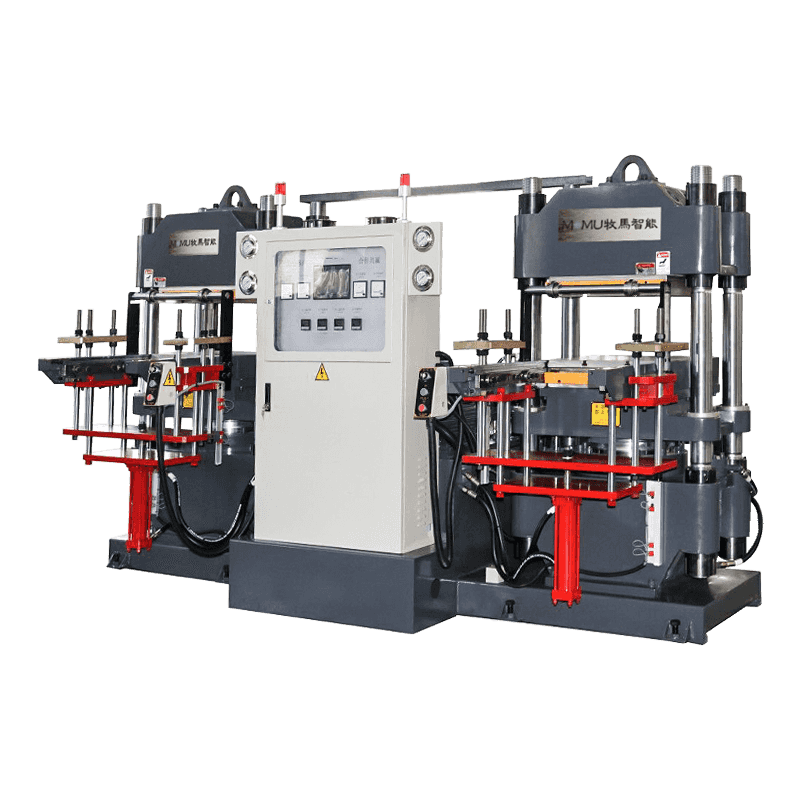
- Imprensa multi-luz do dia: Apresenta vários níveis de abertura de molde (daylights) empilhados verticalmente dentro de uma única estrutura de prensagem, permitindo que vários moldes sejam curados simultaneamente em um único ciclo de prensagem. Aumenta significativamente a produção por área ocupada pela máquina e é amplamente utilizado na produção de juntas e vedações de alto volume.
- Prensa de mesa rotativa: Usa um carrossel giratório de estações de molde que indexam as posições de carga, prensagem e descarga. Permite operação contínua com tempo de inatividade reduzido do operador entre os ciclos, adequado para produção em alto volume de peças pequenas e médias.
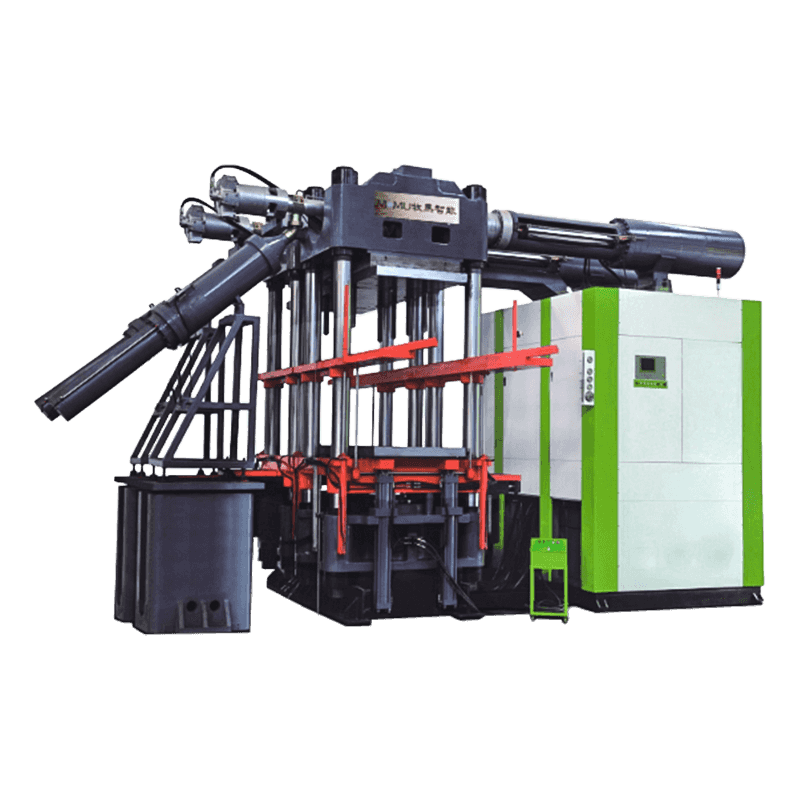
- Máquina de moldagem por compressão a vácuo: Equipadas com uma câmara de vácuo ao redor da área do molde, estas máquinas evacuam o ar da cavidade do molde antes e durante o fechamento. Isso evita o aprisionamento de ar na borracha, o que é fundamental para peças de silicone e outras aplicações onde a porosidade é inaceitável — como dispositivos médicos, vedações de contato com alimentos e diafragmas de alto desempenho.
- Prensa hidráulica de quatro colunas: Utiliza quatro colunas-guia verticais ao redor da área do cilindro para um paralelismo preciso durante o fechamento do molde. Preferido para moldes grandes ou de precisão, onde a deflexão ou o desalinhamento da placa causaria rebarbas irregulares, incompatibilidade de linhas divisórias ou variação dimensional no molde.
Moldagem por compressão vs. moldagem por transferência e injeção para borracha
Os fabricantes de borracha muitas vezes enfrentam a decisão de se a compressão, transferência ou moldagem por injeção é o processo certo para uma peça específica. Cada um tem vantagens e limitações claras que devem ser avaliadas em relação ao volume de produção, complexidade da peça, tipo de material e orçamento de ferramentas.
| Fator | Compressão | Transferência | Injeção |
| Custo de ferramentas | Baixo | Médio | Alto |
| Tempo de ciclo | Mais longo | Médio | Mais curto |
| Desperdício de Materiais | Moderado (flash) | Moderado (vaso/sprue) | Baixo |
| Complexidade da peça | Baixo to Medium | Médio | Alto |
| Inserir Moldagem | Excelente | Bom | Limitado |
| Adequação de volume | Baixo to medium | Médio | Alto volume |
| Habilidade do operador necessária | Moderado | Moderado | Altoer |
A moldagem por compressão ganha consistentemente no custo de ferramentas e na flexibilidade da moldagem por inserção, e é por isso que continua sendo o processo dominante para o desenvolvimento de protótipos, tiragens curtas de produção e peças que exigem colagem de metal ou tecido. Para aplicações de volume muito alto, onde o custo de mão de obra por peça se torna o fator econômico dominante, o ciclo automatizado da moldagem por injeção e a exigência mínima de corte flash geralmente justificam seu maior investimento em equipamentos e ferramentas.
O que avaliar ao selecionar uma máquina de moldagem por compressão de borracha
Selecionar a máquina certa requer um alinhamento cuidadoso entre as especificações do produto, os volumes de produção, os compostos de borracha e o ambiente operacional. A compra de equipamentos subespecificados cria gargalos; especificação excessiva de resíduos de capital. Os seguintes critérios devem orientar qualquer avaliação séria:
- Força de fixação: Calcule a tonelagem necessária com base na pressão projetada da cavidade (normalmente 7 a 12 MPa para a maioria dos compostos de borracha) multiplicada pela área total projetada de todas as cavidades mais a área flash no molde. Sempre inclua uma margem de segurança de pelo menos 20% para acomodar variações entre compostos e designs de molde.
- Tamanho da placa: A placa deve ser grande o suficiente para acomodar o molde maior, com folga em todos os lados para fixação e uniformidade térmica. Os tamanhos padrão das placas variam de 200 × 200 mm para pequenas prensas de laboratório a 1.200 × 1.200 mm ou maiores para máquinas de produção industrial.
- Uniformidade de temperatura: Solicite ao fabricante a especificação de uniformidade de temperatura da placa e verifique-a de forma independente, se possível. Para peças de silicone de precisão ou borracha de grau médico, é essencial uma uniformidade de ±2°C ou melhor em toda a superfície da placa.
- Abertura à luz do dia: A distância máxima entre as placas abertas deve acomodar a altura do molde, além da folga para remoção e carregamento de peças. A luz natural insuficiente força os operadores a posições inadequadas que retardam os tempos de ciclo e aumentam o risco ergonômico.
- Sofisticação do sistema de controle: Avalie se os recursos de armazenamento de receitas PLC, registro de dados e monitoramento remoto estão alinhados com seus requisitos de gerenciamento de qualidade e rastreabilidade. Indústrias como a automotiva (IATF 16949) e a médica (ISO 13485) têm expectativas específicas de documentação de processos que máquinas mais simples não conseguem suportar.
- Suporte pós-venda e disponibilidade de peças de reposição: As vedações hidráulicas, os elementos de aquecimento e os componentes de controle desgastam-se com o tempo. Confirme se o fabricante ou distribuidor local mantém um estoque de peças sobressalentes e pode fornecer suporte técnico dentro de tempos de resposta aceitáveis para seu ambiente de produção.
Práticas de manutenção que prolongam a vida útil da máquina e protegem a qualidade das peças
Uma máquina de moldagem por compressão de borracha operando em condições de produção está sujeita a ciclos térmicos contínuos, tensão de pressão hidráulica e contaminação de compostos de borracha. Uma rotina de manutenção disciplinada não é opcional – é a diferença entre uma máquina que fornece resultados consistentes por 20 anos e outra que gera defeitos e tempo de inatividade em cinco.
- Diariamente: Limpe as superfícies da placa e as faces de separação do molde de resíduos de rebarbas e compostos usando agente desmoldante apropriado e ferramentas não abrasivas. Inspecione o nível do fluido hidráulico e verifique se há vazamentos visíveis ao redor das vedações e conexões do cilindro. Verifique as leituras de temperatura da placa com um termopar calibrado.
- Semanalmente: Verifique a condição do fluido hidráulico e o status do filtro. Inspecione as colunas guia e o paralelismo das placas. Verifique se todos os intertravamentos de segurança — incluindo paradas de emergência, cortinas de luz e válvulas de alívio de pressão — funcionam corretamente.
- Mensalmente: Calibre controladores de temperatura e termopares em relação a uma referência rastreável. Inspecione a resistência do elemento de aquecimento para identificar elementos que se aproximam do fim da vida útil antes que falhem na produção. Verifique as vedações do cilindro hidráulico quanto a sinais de vazamento.
- Anualmente: Troca completa do fluido hidráulico e substituição do filtro. Medição e correção da planicidade da placa, se necessário. Inspeção completa do sistema elétrico, incluindo aperto dos terminais, resistência de isolamento e substituição da bateria do PLC.
Uma máquina de moldagem por compressão de borracha é um investimento de capital de longo prazo cujo retorno depende tanto da disciplina do processo quanto da qualidade da máquina. Combinar a especificação correta da máquina com a sua linha de produtos, estabelecer parâmetros de processo precisos para cada composto e manter o equipamento de acordo com os padrões do fabricante são os três pilares da moldagem por compressão de borracha produtiva e econômica. Para os fabricantes que acertam nessa combinação, a moldagem por compressão continua sendo um dos processos de formação de borracha mais confiáveis e economicamente eficientes disponíveis.