O que é uma máquina vulcanizadora de borracha a vácuo e como ela funciona?
Um máquina de vulcanização de borracha a vácuo é um equipamento industrial especializado que utiliza calor, pressão e um ambiente de vácuo controlados para curar quimicamente borracha bruta ou composta em sua forma final durável. A vulcanização em si é o processo pelo qual as cadeias poliméricas na borracha são reticuladas - normalmente através de sistemas de cura à base de enxofre ou à base de peróxido - transformando a borracha bruta macia, pegajosa e dimensionalmente instável em um material com alta elasticidade, resistência à tração, resistência à abrasão e estabilidade térmica. A adição de vácuo ao processo de vulcanização é o que distingue esta classe de máquina dos equipamentos convencionais de cura por prensa ou autoclave.
Em uma prensa de vulcanização padrão, o ar pode ficar preso entre o composto de borracha e a superfície do molde durante a fase de fechamento, causando vazios, bolhas na superfície, preenchimento incompleto em áreas de detalhes finos e densidade inconsistente em toda a peça. Uma máquina de vulcanização de borracha a vácuo evacua esse ar antes e durante o ciclo de moldagem, extraindo vácuo dentro de uma câmara selada ao redor do molde. Com a pressão atmosférica removida, a borracha flui uniformemente em cada contorno do molde, os gases dissolvidos no composto são extraídos e a peça curada resultante atinge uma microestrutura mais densa e uniforme com um acabamento superficial superior em comparação com a cura sem vácuo.
O ciclo operacional de uma máquina de vulcanização a vácuo geralmente segue uma sequência fixa: a carga de borracha é carregada no molde, o molde é fechado e selado dentro da câmara de vácuo, a bomba de vácuo evacua a câmara até uma pressão negativa alvo - normalmente entre -0,08 MPa e -0,1 MPa - e então o calor e a pressão hidráulica ou pneumática são aplicados simultaneamente para curar a peça. Os tempos de ciclo variam de alguns minutos a mais de uma hora, dependendo do composto de borracha, da espessura da parede da peça e da temperatura de cura, que normalmente varia de 140°C a 200°C para a maioria dos elastômeros industriais.

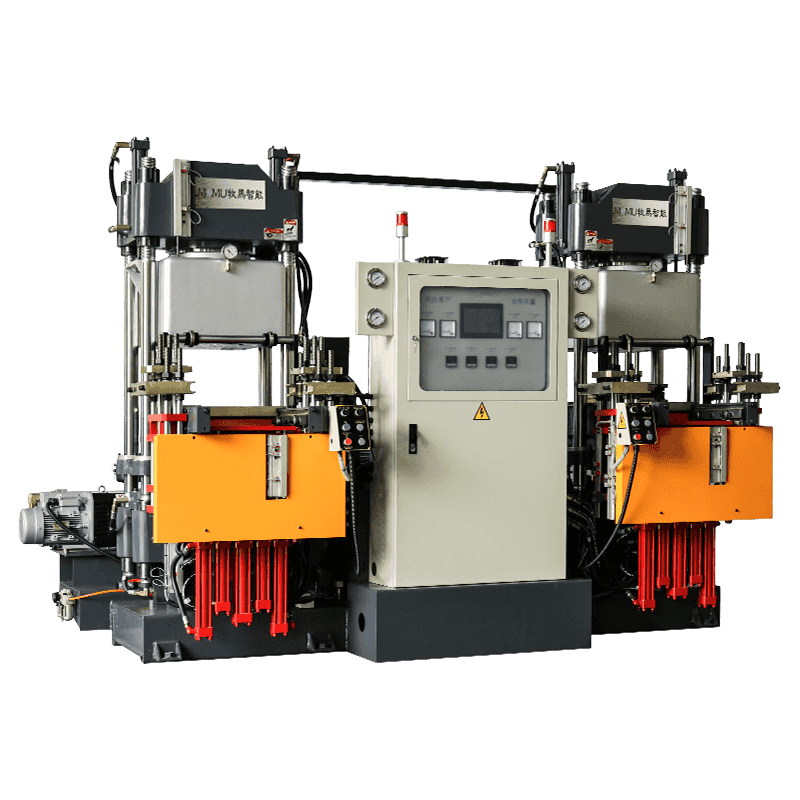
Componentes principais e suas funções
Compreender a arquitetura mecânica de uma máquina de vulcanização de borracha a vácuo ajuda os engenheiros e as equipes de compras a avaliar a qualidade do equipamento, solucionar problemas de desempenho e especificar as máquinas corretamente para seus requisitos de produção. Os principais subsistemas funcionais estão intimamente integrados e cada um desempenha um papel direto na qualidade do produto.
Placas de aquecimento e sistema de controle de temperatura
As placas de aquecimento são as principais superfícies de transferência de calor que circundam o molde e conduzem energia térmica para o composto de borracha durante a cura. Na maioria das máquinas de vulcanização a vácuo, as placas são aquecidas por elementos de resistência elétrica incorporados em placas usinadas de aço ou ferro fundido, embora as placas aquecidas a vapor também sejam usadas em ambientes de produção de alto volume onde um fornecimento centralizado de vapor está disponível. A distribuição precisa e uniforme da temperatura em toda a superfície da placa é crítica – variações de temperatura de mais de ±3°C entre zonas podem resultar em estados de cura desiguais dentro da peça, produzindo áreas de subcura (macia, fraca) ao lado de áreas de cura excessiva (frágil, degradada). As máquinas modernas usam controladores de temperatura PID (proporcional-integral-derivativo) com múltiplas zonas de aquecimento independentes e feedback de termopar para manter a uniformidade térmica durante todo o ciclo.
Sistema de vácuo e câmara de vedação
O sistema de vácuo consiste em uma bomba de vácuo - normalmente de palhetas rotativas ou tipo parafuso seco - conectada a uma câmara selada que envolve a área do molde. A integridade da vedação desta câmara é um dos parâmetros de qualidade mais críticos da máquina: qualquer vazamento nas juntas da câmara, vedações da porta ou interfaces da placa limitará o nível de vácuo alcançável e permitirá a entrada de ar durante o ciclo de cura. Máquinas de alta qualidade utilizam vedações reforçadas de silicone ou fluoroelastômero classificadas para operação contínua em temperaturas de cura. O nível de vácuo é monitorado por um vacuômetro e controlado por um sistema de válvula automatizado que mantém a pressão alvo desde a evacuação inicial até todo o tempo de cura.
Sistema de Prensagem Hidráulica ou Pneumática
A força de fixação é aplicada ao molde através de um cilindro hidráulico ou atuador pneumático que impulsiona a placa superior para baixo contra a placa inferior. A pressão de fixação deve ser suficiente para manter as metades do molde fechadas contra a pressão interna gerada pelo composto de borracha à medida que aquece, amolece e flui durante a cura. A pressão de fixação insuficiente causa rebarbas – aletas finas de borracha curada que se comprimem entre as linhas divisórias do molde – enquanto a pressão excessiva pode danificar detalhes finos do molde ou distorcer as cavidades do molde com paredes finas. Os sistemas hidráulicos oferecem controle de pressão mais preciso e ajustável e são preferidos para máquinas de produção. As forças de fixação normalmente variam de algumas toneladas em pequenas máquinas de laboratório a várias centenas de toneladas em grandes prensas industriais usadas para componentes de vedação automotivos e industriais.
Umdvantages of Vacuum Curing Over Conventional Vulcanizing
A decisão de investir na tecnologia de vulcanização a vácuo em vez de uma prensa convencional é motivada pelas melhorias mensuráveis de qualidade e eficiência de processo que ela proporciona em uma ampla gama de produtos de borracha. Os seguintes benefícios são consistentemente relatados por fabricantes que fizeram a transição da prensagem padrão para a cura a vácuo:
- Eliminação de defeitos vazios: O ar preso e os gases voláteis são removidos antes do início da cura, eliminando a porosidade e os defeitos de bolhas que são comuns em peças de borracha prensadas convencionalmente, especialmente em seções transversais espessas e geometrias de cavidades fechadas.
- Acabamento de superfície superior: Sem barreira de ar entre o composto e a superfície do molde, a borracha replica a textura e os detalhes finos do molde com muito maior fidelidade, produzindo peças com superfícies mais lisas e consistentes que exigem menos acabamento pós-cura.
- Propriedades Mecânicas Melhoradas: As peças curadas sob vácuo apresentam maior resistência à tração, melhor alongamento na ruptura e dureza mais consistente porque a rede polimérica se forma sem descontinuidades internas causadas pelo gás aprisionado.
- Melhor fluxo de composto e preenchimento de molde: O fluxo assistido por vácuo permite que os compostos de borracha preencham completamente geometrias de molde complexas — incluindo cortes inferiores, nervuras finas e passagens de pequeno diâmetro — que reteriam o ar e resultariam em injeções curtas em condições sem vácuo.
- Taxas mais baixas de sucata e rejeição: A combinação entre eliminação de defeitos e controle consistente do processo reduz diretamente a porcentagem de peças rejeitadas durante a inspeção de qualidade, melhorando o rendimento e reduzindo o desperdício de material.
- Compatibilidade com compostos sensíveis: Certos compostos especiais de borracha – incluindo formulações de silicone, fluoroelastômero (FKM) e EPDM – contêm plastificantes de baixo ponto de ebulição ou auxiliares de processamento que podem volatilizar e causar defeitos sob condições de cura atmosférica. A cura a vácuo gerencia esses voláteis de forma eficaz.
Indústrias e aplicações que dependem da vulcanização a vácuo
As máquinas de vulcanização de borracha a vácuo são usadas em uma ampla gama de indústrias onde a precisão dimensional, a qualidade da superfície e a integridade interna dos componentes de borracha não são negociáveis. Os seguintes setores representam as principais áreas de aplicação:
- Umutomotive Sealing Systems: Vedações de portas, vedações de canais de janelas, juntas de motor, anéis de vedação e suportes de amortecimento de vibração exigem borracha curada sem defeitos com tolerâncias dimensionais restritas. A cura a vácuo é uma prática padrão para aplicações de vedação automotiva premium.
- Umerospace and Defense: Umircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Equipamentos Médicos e Farmacêuticos: Membranas de silicone, diafragmas, componentes de tubos e vedações usadas em dispositivos médicos e equipamentos de processamento farmacêutico devem estar livres de porosidade interna que possa abrigar contaminantes ou comprometer o desempenho mecânico em serviços críticos.
- Eletrônica e Isolamento Elétrico: Teclados de borracha, vedações de conectores, componentes de isolamento de cabos e peças de encapsulamento de silicone para eletrônicos exigem propriedades dielétricas consistentes e qualidade de superfície que a cura a vácuo oferece.
- Fabricação de calçados: As máquinas de vulcanização a vácuo são amplamente utilizadas na produção de solas de calçados – especialmente em EVA e solas de borracha – onde bolsas de ar criariam pontos fracos na estrutura da sola e afetariam a ligação entre as camadas.
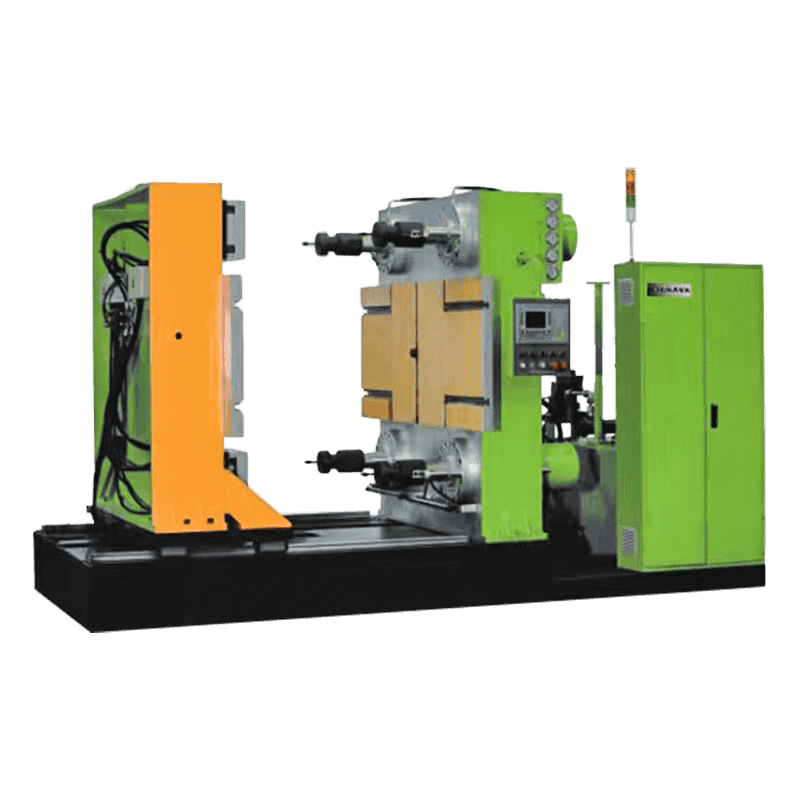
- Rolos e Revestimentos Industriais: Os rolos revestidos de borracha para impressão, processamento têxtil e fabricação de papel são curados a vácuo para garantir adesão completa da borracha ao núcleo metálico e dureza uniforme em toda a face do rolo.
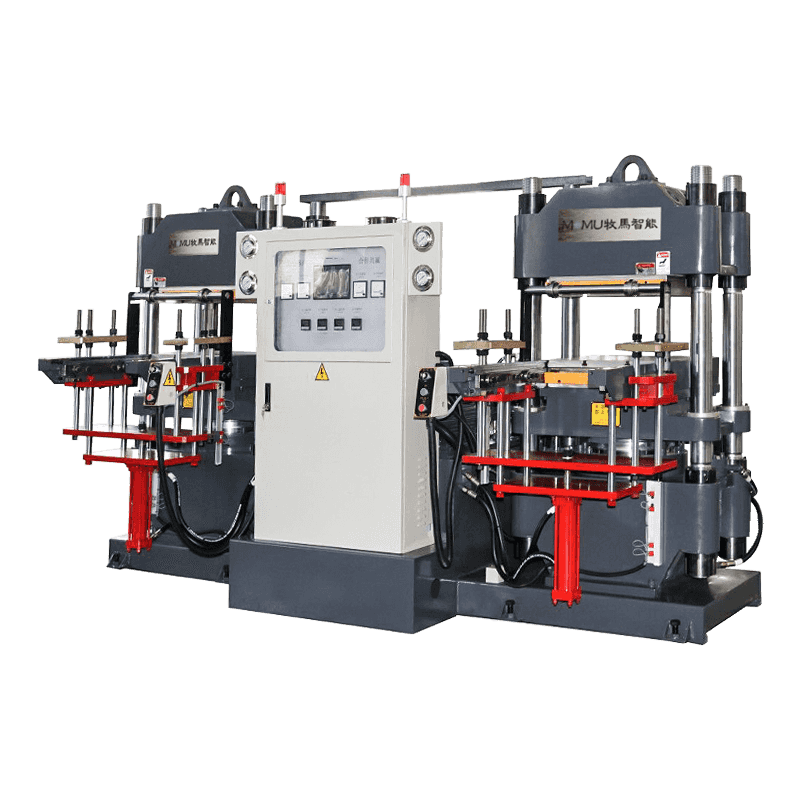
Tipos e configurações de máquinas de vulcanização a vácuo
As máquinas de vulcanização de borracha a vácuo estão disponíveis em diversas configurações adequadas a diferentes escalas de produção, tamanhos de peças e requisitos de processo. Selecionar a configuração correta é uma etapa importante na especificação do equipamento.
| Tipo de máquina | Configuração | Mais adequado para |
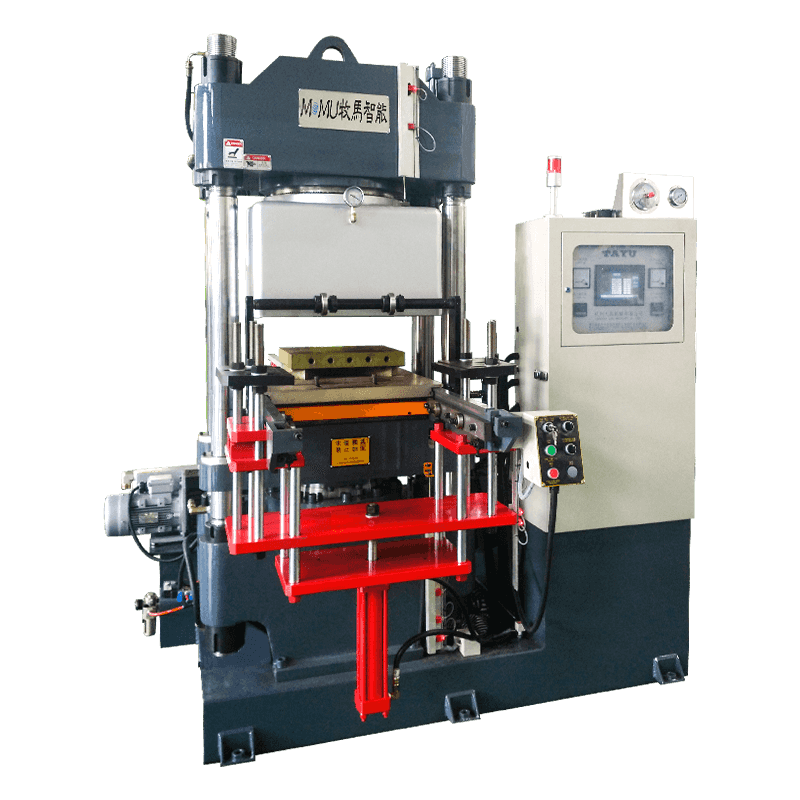
| Prensa a vácuo para luz diurna | Uma abertura de molde entre duas placas aquecidas | Peças pequenas e médias, trabalho de laboratório e protótipo |
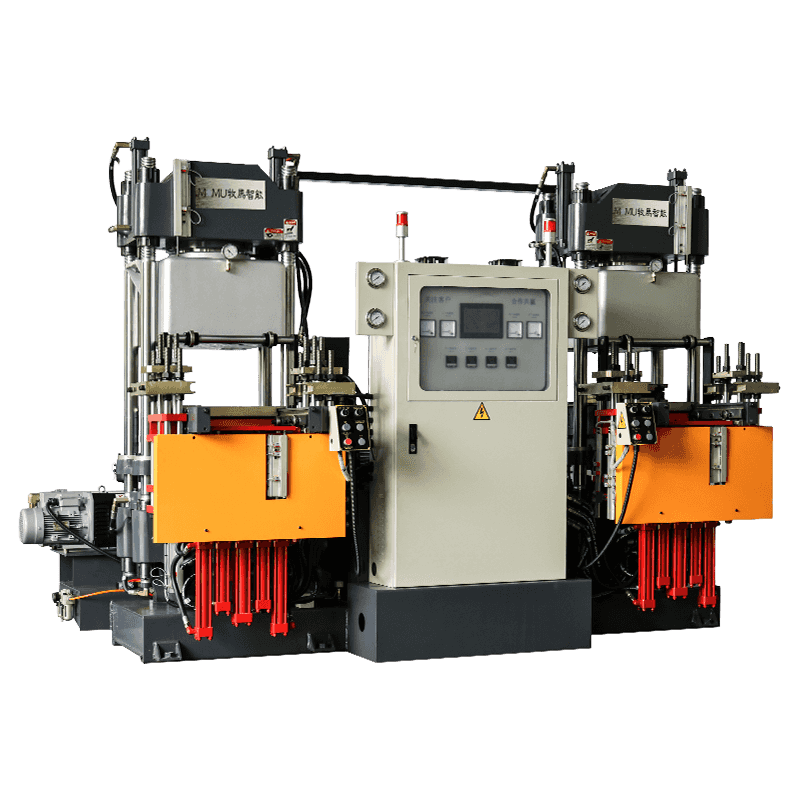
| Prensa a vácuo multi-luz do dia | Vários níveis de molde curados simultaneamente | Peças planas de grande volume, chapas, solas de calçados |
| Saco de vácuo / sistema de autoclave | Saco de vácuo flexível envolve parte na câmara aquecida | Peças grandes e de formato complexo e laminados de borracha composta |
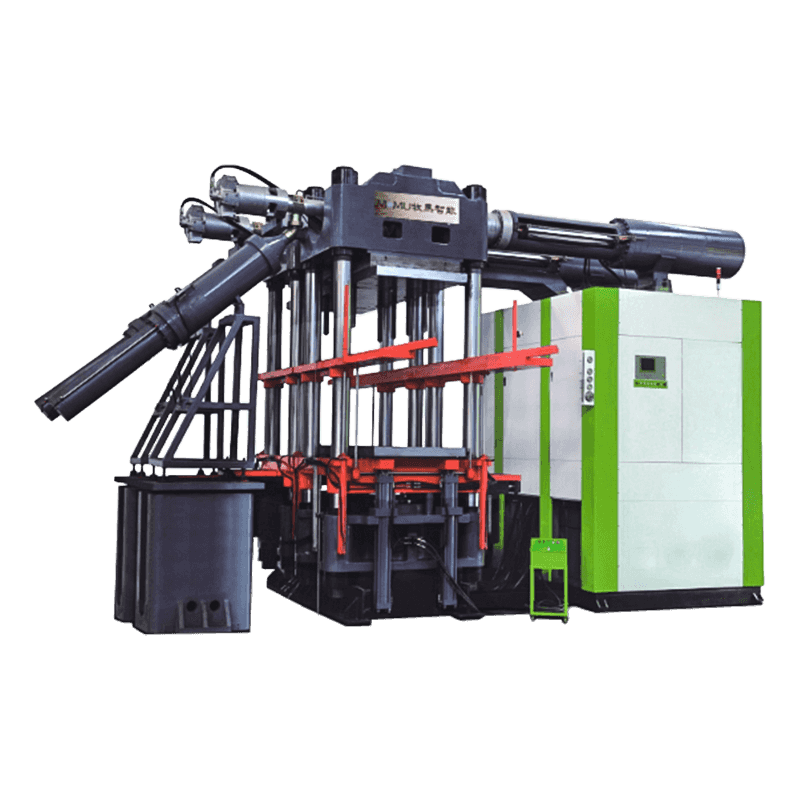
| Máquina rotativa de vulcanização a vácuo | Rotação de moldes em estilo carrossel através de estações de cura | Produção contínua de alto rendimento de pequenas peças uniformes |
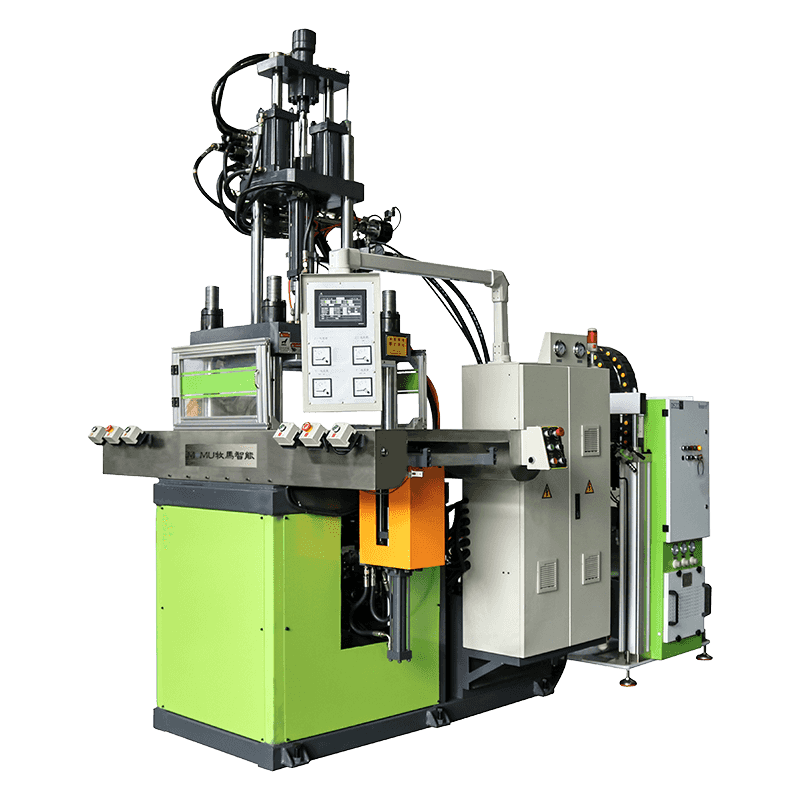
| Prensa de vulcanização a vácuo por injeção | Combina câmara de vácuo com unidade de injeção de borracha | Vedações moldadas por injeção de precisão e peças técnicas de borracha |
Fatores-chave a serem avaliados ao comprar uma máquina de vulcanização de borracha a vácuo
Investir em uma máquina de vulcanização a vácuo é uma decisão capital significativa, e o processo de especificação requer uma avaliação cuidadosa dos requisitos de produção atuais e das necessidades futuras projetadas. Apressar o processo de seleção ou focar apenas no preço muitas vezes leva a equipamentos com desempenho inferior, que exigem atualizações dispendiosas ou que não atendem às certificações de qualidade exigidas pelos principais clientes.
Tamanho da placa e força de fixação
As dimensões da placa devem acomodar o maior molde que você pretende utilizar, com margem suficiente ao redor do perímetro do molde para garantir uma distribuição uniforme da pressão. A força de fixação deve ser calculada com base na pressão projetada da cavidade do composto de borracha na temperatura de cura multiplicada pela área total projetada de todas as cavidades no molde. A força de fixação subdimensionada leva ao flash; máquinas superdimensionadas consomem mais energia e espaço do que o necessário. Solicite cálculos de engenharia ao fornecedor da máquina com base nos dados específicos do molde e do composto antes de finalizar a especificação.
Nível de vácuo e capacidade da bomba
O nível de vácuo alcançável é uma medida direta da eficácia com que a máquina remove ar e gases do ambiente do molde. Especifique o nível de vácuo desejado — normalmente -0,095 MPa ou melhor para aplicações exigentes — e confirme o tempo de inatividade da bomba para atingir esse nível com um molde carregado instalado. A capacidade da bomba (medida em m³/h ou CFM) deve corresponder ao volume da câmara de vácuo mais qualquer volume morto na tubulação de conexão. Máquinas com bombas subdimensionadas demoram muito para atingir os níveis de vácuo desejados, prolongando os tempos de ciclo e reduzindo a produção.
Sistema de controle e registro de dados
As modernas máquinas de vulcanização a vácuo devem ser equipadas com um controlador lógico programável (PLC) e uma interface homem-máquina (HMI) com tela sensível ao toque que permite aos operadores armazenar e recuperar ciclos de cura em várias etapas, monitorar todos os parâmetros do processo em tempo real e gerar registros de produção para rastreabilidade de qualidade. Para clientes das cadeias de fornecimento automotiva e aeroespacial, o registro de dados de temperatura, pressão, nível de vácuo e tempo de ciclo para cada lote de produção é um requisito padrão de auditoria. Verifique se o sistema de controle da máquina atende aos requisitos de documentação do seu sistema de gerenciamento de qualidade antes da compra.
Práticas de manutenção que protegem o desempenho da máquina
A confiabilidade a longo prazo de uma máquina de vulcanização de borracha a vácuo depende muito de um programa estruturado de manutenção preventiva focado nos componentes mais sujeitos a desgaste e degradação em um ambiente de produção de alta temperatura e ciclo elevado.
- Inspeção de vedação a vácuo: As vedações da porta da câmara e da placa devem ser inspecionadas quanto a deformação por compressão, rachaduras ou contaminação da superfície em cada intervalo de manutenção. As vedações degradadas são a causa mais comum de perda de vácuo e devem ser substituídas regularmente, em vez de esperar por falhas visíveis.
- Manutenção da bomba de vácuo: As bombas de palhetas rotativas exigem trocas regulares de óleo – o óleo da bomba contaminado ou degradado reduz significativamente os níveis de vácuo alcançáveis. As bombas de parafuso seco requerem inspeção periódica do rotor e dos rolamentos. Siga rigorosamente os intervalos de manutenção recomendados pelo fabricante.
- Verificação do nivelamento da placa: Com o tempo, ciclos térmicos repetidos e cargas mecânicas podem fazer com que as superfícies das placas desenvolvam curvatura ou pontos baixos localizados que resultam em distribuição desigual de pressão através do molde. Verifique periodicamente o nivelamento da placa usando uma régua de precisão e um calibrador de folga.
- Manutenção do sistema hidráulico: O óleo hidráulico deve ser amostrado e analisado anualmente quanto à contaminação por partículas e degradação da viscosidade. As vedações dos cilindros e as conexões das mangueiras devem ser inspecionadas quanto a vazamentos em cada visita de manutenção preventiva.
- Calibração de Termopar e Controlador: A precisão da medição de temperatura varia com o tempo à medida que as junções do termopar envelhecem. A calibração anual de todos os sensores de temperatura em relação a um padrão de referência rastreável é essencial para manter a consistência da cura e satisfazer os requisitos de auditoria do sistema de qualidade.
Um vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.