Como é feito o silicone? A química por trás do material
O silicone é um polímero sintético cuja estrutura é construída a partir de átomos alternados de silício e oxigênio – uma estrutura conhecida como cadeia de siloxano – em vez da estrutura carbono-carbono encontrada em plásticos orgânicos como polietileno ou polipropileno. Esta diferença fundamental na arquitetura molecular é o que confere ao silicone sua extraordinária estabilidade térmica, inércia química, flexibilidade em uma ampla faixa de temperatura e resistência à degradação UV. Compreender como o silicone é feito desde suas origens elementares brutas até um elastômero acabado ajuda engenheiros, designers de produtos e fabricantes a compreender por que esse material se comporta dessa maneira e por que é processado de maneira diferente das resinas termoplásticas convencionais.
A produção de silicone começa com o silício – o segundo elemento mais abundante na crosta terrestre, encontrado principalmente na forma de dióxido de silício (SiO₂), comumente conhecido como quartzo ou areia de sílica. Crucialmente, o silício, o elemento, é quimicamente distinto do silicone, o polímero. O silício em sua forma bruta não é naturalmente macio, flexível ou quimicamente estável sob diversas condições; é um metalóide duro e quebradiço. Transformá-lo no versátil polímero de silicone usado em dispositivos médicos, vedações automotivas, bens de consumo e componentes industriais requer um processo químico de vários estágios que introduz grupos orgânicos à base de carbono na estrutura do silício, alterando fundamentalmente suas propriedades.

Do Quartzo ao Silício Metal: A Primeira Etapa de Produção
O primeiro passo na produção de silicone é a redução do dióxido de silício em silício metálico de grau metalúrgico. Isto é realizado em grandes fornos elétricos a arco onde o quartzito (uma forma de quartzo de alta pureza) é aquecido a temperaturas superiores a 1.800°C na presença de agentes redutores ricos em carbono, como carvão, coque e lascas de madeira. O carbono reage com o oxigênio do dióxido de silício, liberando dióxido de carbono e deixando para trás o silício metálico líquido com uma pureza de aproximadamente 98–99%. Este material é conhecido como silício de grau metalúrgico (MG-Si) e serve como matéria-prima crítica para a produção de polímero de silicone.
O silício fundido é fundido em lingotes, resfriado e depois triturado em pó ou grânulos para processamento químico posterior. Nesta fase, o silício ainda está longe de ser um polímero – deve passar por uma sequência de reações químicas que ligam grupos metilo orgânicos aos átomos de silício, criando os intermediários organoclorossilano que servem como blocos de construção de todos os produtos comerciais de silicone.
O Processo Müller-Rochow: Construindo o Monômero de Silicone
A produção industrial de monômeros de silicone é dominada pelo processo direto Müller-Rochow, desenvolvido de forma independente na década de 1940. Neste processo, o silício metálico em pó reage com cloreto de metila (CH₃Cl) gasoso na presença de um catalisador de cobre a temperaturas entre 250°C e 350°C. Esta reação produz uma mistura de compostos de clorossilano, dos quais o mais importante comercialmente é o dimetildiclorossilano - (CH₃)₂SiCl₂. Esta molécula é o monômero primário do qual deriva a grande maioria dos silicones comerciais.
A mistura de clorosilano produzida pelo processo direto é separada por destilação fracionada em seus componentes individuais, cada um dos quais possui uma reatividade distinta e produz diferentes estruturas de polímero de silicone quando hidrolisado. O dimetildiclorossilano, quando exposto à água, sofre hidrólise rápida - os átomos de cloro são substituídos por grupos hidroxila - e os intermediários de silanol resultantes condensam-se espontaneamente entre si para formar cadeias de polidimetilsiloxano (PDMS). Dependendo das condições de reação, do comprimento da cadeia e da mistura específica de monômeros de clorosilano utilizados, o polímero resultante pode ser um fluido de baixa viscosidade, uma goma viscosa ou um polímero base de alto peso molecular adequado para composição em borracha de silicone.
Composição de borracha de silicone: do polímero básico ao material moldável
O polímero de polidimetilsiloxano bruto por si só não é adequado para moldagem por injeção. Deve ser composto com uma variedade de aditivos que ajustem sua dureza, resistência à tração, alongamento, resistência térmica, cor e características de cura para atender aos requisitos específicos da aplicação. Este estágio de composição é onde o material funcional de borracha de silicone usado em máquinas de moldagem por injeção é realmente criado e envolve uma formulação cuidadosa por químicos de materiais que equilibram requisitos de propriedades concorrentes com restrições de processamento.
- Enchimentos de reforço: A sílica pirogênica é a carga de reforço mais amplamente utilizada em compostos de borracha de silicone. Adicionada em cargas de 20 a 50% em peso, a sílica pirogênica aumenta dramaticamente a resistência à tração e ao rasgo ao interagir com as cadeias poliméricas em escala molecular. Sem reforço, o polímero de silicone puro apresenta resistência mecânica muito baixa.
- Agentes de reticulação: Para transformar o polímero de silicone linear ou levemente ramificado em uma rede elastomérica tridimensional, devem ser incorporados agentes reticulantes. Para borracha de alta consistência (HCR) usada em moldagem por injeção convencional, os peróxidos orgânicos são o reticulador tradicional. Para borracha de silicone líquida (LSR), um sistema de cura por adição catalisado por platina é padrão, oferecendo ciclos de cura mais rápidos e excelente consistência de propriedades.
- Pigmentos e corantes: O silicone é naturalmente translúcido e aceita facilmente a pigmentação. Óxido de ferro, dióxido de titânio e pigmentos orgânicos são incorporados durante a composição para produzir todo o espectro de cores exigido pelos fabricantes de produtos de consumo e dispositivos médicos.
- Auxiliares de processamento: Pequenas adições de auxiliares de processamento, como óleos de silicone ou ceras, melhoram o comportamento do fluxo do composto durante a moldagem por injeção, reduzindo os requisitos de pressão de injeção e melhorando o preenchimento do molde em geometrias complexas de cavidades.
- Aditivos funcionais: Dependendo da aplicação final, agentes adicionais podem ser incorporados – retardadores de chama para componentes de isolamento elétrico, agentes antimicrobianos para produtos médicos e de contato com alimentos ou estabilizadores térmicos para aplicações em serviços de alta temperatura.
Tipos de silicone usados em moldagem por injeção: HCR vs LSR
Duas formas distintas de borracha de silicone são processadas em máquinas de moldagem por injeção e diferem significativamente em seu estado físico, comportamento de processamento e tipo de máquina necessária para manuseá-las. A escolha entre borracha de alta consistência (HCR) e borracha de silicone líquida (LSR) é uma das decisões de materiais mais importantes no desenvolvimento de produtos de silicone, afetando diretamente a qualidade da peça, o tempo de ciclo, o design de ferramentas e a economia de produção.
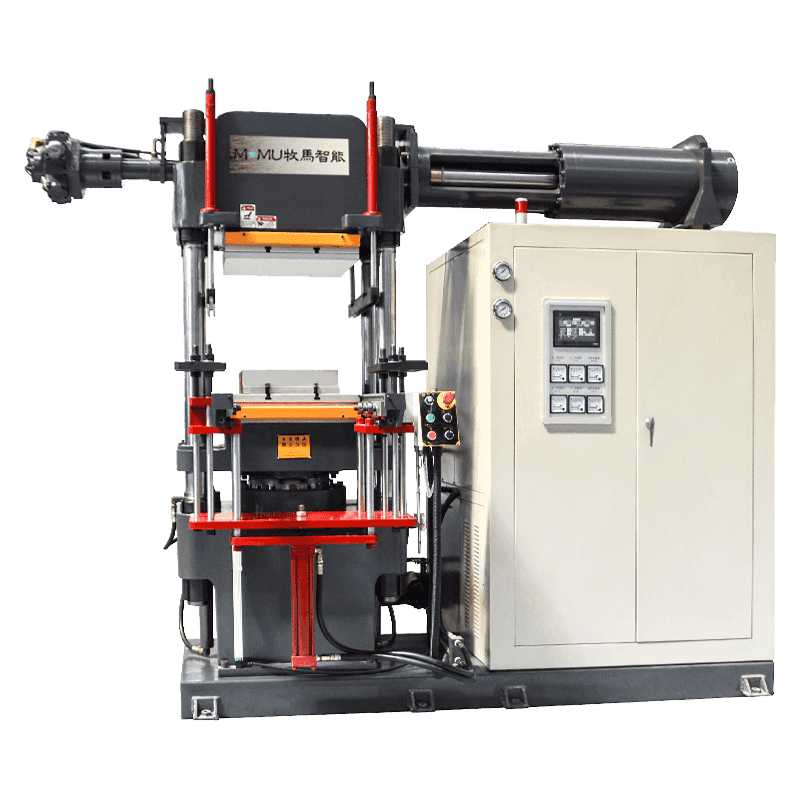
Borracha de alta consistência (HCR)
HCR é um material sólido semelhante a uma massa à temperatura ambiente com uma consistência semelhante à de uma massa de pão dura. Tem um peso molecular elevado - normalmente superior a um milhão de g/mol - e deve ser pré-aquecido e trabalhado antes de fluir o suficiente para ser injetado na cavidade do molde. Os compostos HCR são normalmente curados usando peróxidos orgânicos a temperaturas de 150 a 200°C, e a pós-cura em temperaturas elevadas é frequentemente necessária para desenvolver completamente as propriedades mecânicas e remover subprodutos residuais da decomposição do peróxido. A HCR está bem estabelecida na produção de vedações, juntas, tubos e acessórios para cabos, e pode ser processada em máquinas de moldagem por injeção de borracha modificada ou prensas de moldagem por compressão.
Borracha de silicone líquida (LSR)
LSR é um sistema líquido bombeável de dois componentes fornecido em tambores separados – o componente A contém o polímero base e o catalisador de platina, enquanto o componente B contém o polímero base e o reticulador (normalmente um composto de hidreto de silicone). Os dois componentes são dosados em uma proporção precisa de 1:1, misturados em um misturador estático ou dinâmico e injetados em um molde aquecido onde a reação de cura por adição catalisada por platina ocorre rapidamente, normalmente dentro de 10 a 60 segundos em temperaturas de molde de 150 a 220°C. O LSR não produz subprodutos de cura, não requer pós-cura e oferece consistência excepcional das peças com precisão dimensional que é difícil de obter com HCR. É o material preferido para a produção em alto volume de dispositivos médicos, produtos para cuidados infantis, componentes de tecnologia vestíveis e selos industriais de precisão.
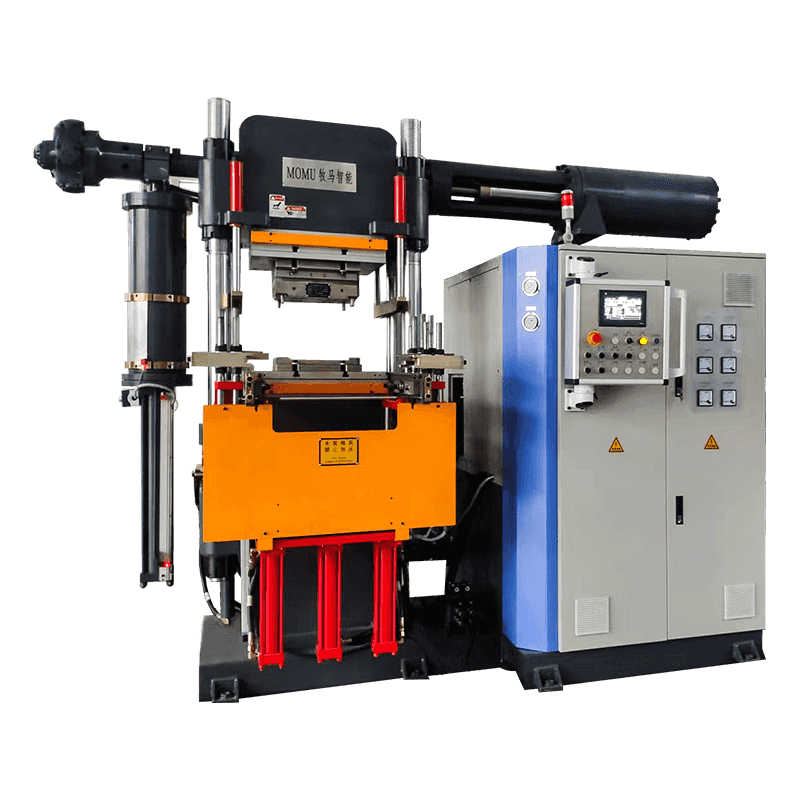
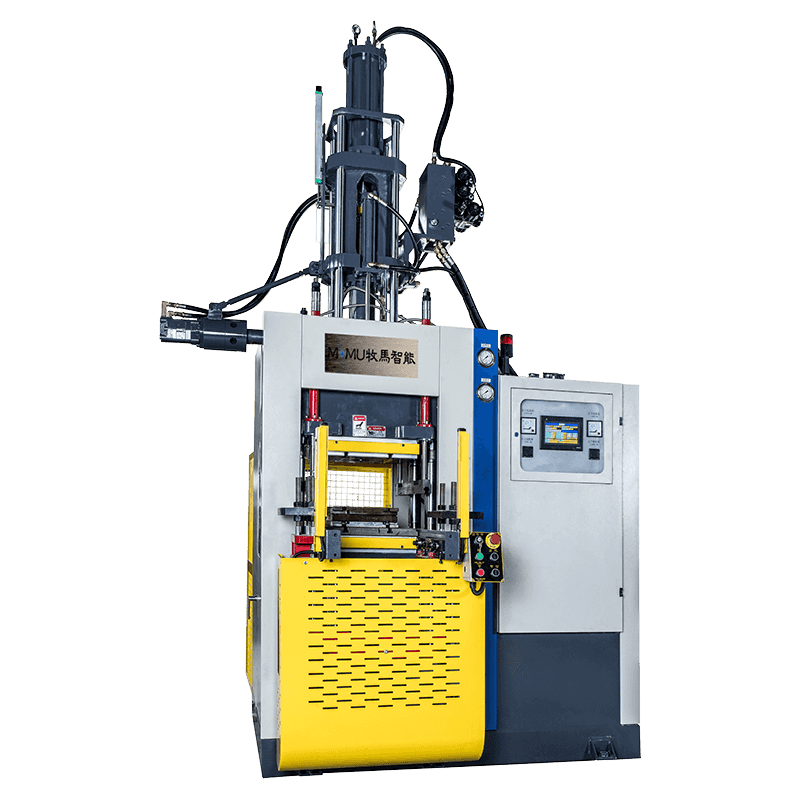
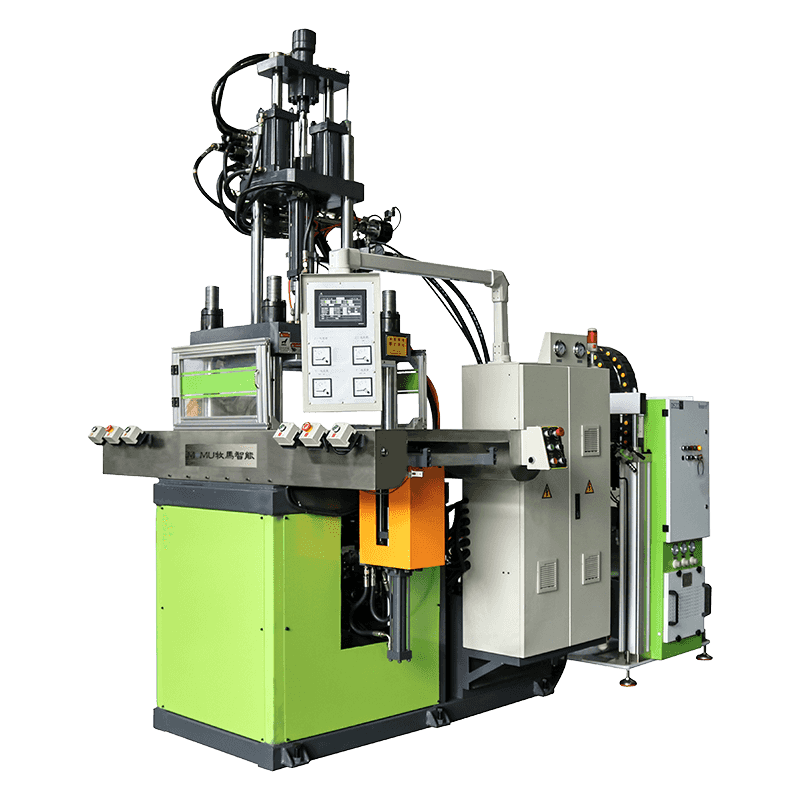
Como funciona uma máquina de moldagem por injeção de silicone/borracha
Um silicone ou máquina de moldagem por injeção de borracha difere fundamentalmente de uma máquina de moldagem por injeção termoplástica padrão em vários aspectos críticos, impulsionados pela natureza termofixa do silicone e da borracha – materiais que curam irreversivelmente quando aquecidos, em vez de amolecerem quando aquecidos, como fazem os termoplásticos. Em uma máquina termoplástica, o cilindro e o parafuso são aquecidos para derreter o material e o molde é resfriado para solidificar a peça. Em uma máquina de moldagem por injeção de silicone/borracha, o material deve ser mantido frio durante todo o sistema de injeção para evitar a cura prematura, enquanto o molde é aquecido para desencadear e completar a vulcanização.
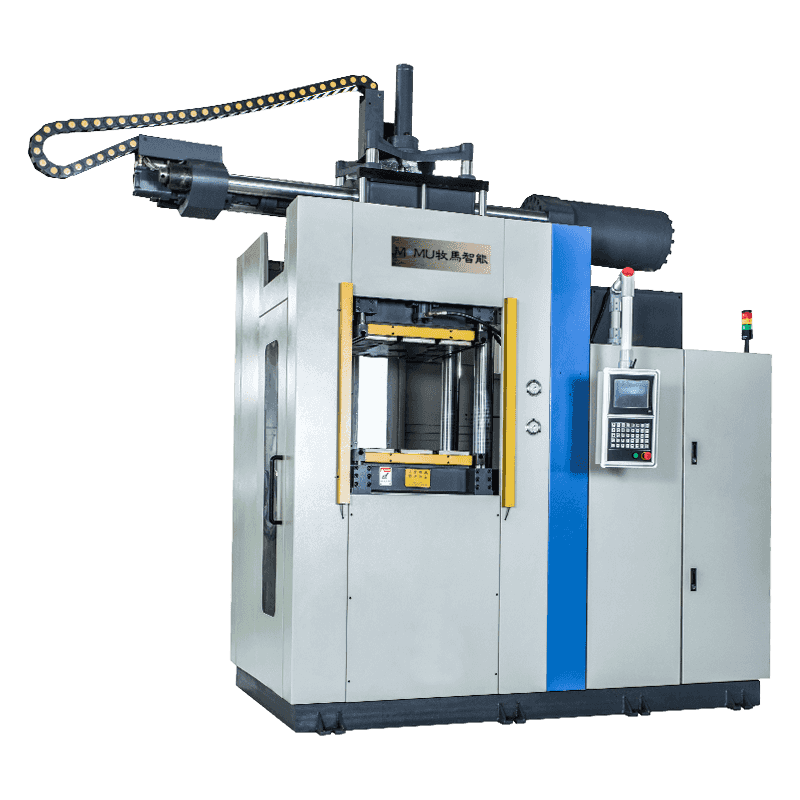
Para o processamento LSR, a unidade de injeção é equipada com um sistema de dosagem e mistura de dois componentes que extrai dos dois tambores de material usando bombas de engrenagem de precisão, mistura-os na proporção correta através de um conjunto misturador estático e entrega o material misturado a um cilindro de injeção a frio. O conjunto de cilindro e parafuso é resfriado — normalmente com água gelada a 5–15°C — para manter o LSR abaixo de sua temperatura de ativação durante o ciclo de injeção. Quando o material é injetado no molde aquecido (150–220°C), o aumento drástico da temperatura ativa o catalisador de platina e a reação de cura prossegue até a conclusão em segundos.
Componentees principais de uma máquina de moldagem por injeção de silicone/borracha
| Component | Função | Especificação principal |
| Unidade de medição de dois componentes | Mede e bombeia com precisão os componentes A e B do LSR | Precisão da proporção ±0,5% ou melhor |
| Misturador Estático/Dinâmico | Mistura homogeneamente os componentes A e B antes da injeção | Eficiência de mistura, aquecimento de baixo cisalhamento |
| Tambor e parafuso de injeção a frio | Transporta e injeta material evitando a cura prematura | Resfriamento com água gelada, 5–15°C |
| Unidade de fixação aquecida e molde | Mantém o molde fechado sob pressão e fornece calor de cura | 150–220°C, força de fixação por cavidade |
| Sistema de câmara fria | Fornece material às cavidades sem desperdiçar o canal curado | Resíduos quase nulos, isolados termicamente |
| Sistema de Controle (CNC/PLC) | Gerencia a velocidade, pressão, temperatura e tempo de injeção | Repetibilidade do processo, registro de dados |
Considerações sobre projeto de molde específicas para moldagem por injeção de silicone
O projeto do molde para moldagem por injeção de silicone requer atenção cuidadosa a fatores que diferem significativamente das ferramentas termoplásticas. A baixa viscosidade do silicone na forma LSR – muitas vezes comparada com creme de leite ou massa de panqueca – significa que ele fluirá facilmente para o menor espaço entre as superfícies de separação do molde, produzindo rebarbas que devem ser removidas no pós-processamento. A moldagem de silicone sem rebarbas ou quase sem rebarbas requer tolerâncias de planicidade da superfície de partição extremamente rígidas, normalmente entre 2–5 mícrons, e aço para ferramentas retificado com precisão com dureza acima de 48 HRC para manter essas tolerâncias ao longo de milhões de ciclos.
A ventilação é crítica no projeto de moldes de silicone porque o ar preso nas cavidades não pode escapar através do material como acontece em alguns processos porosos – o ar preso produz vazios, jatos curtos ou defeitos superficiais. Canais de ventilação tão rasos quanto 3–8 mícrons são incorporados na linha de partição e nos últimos pontos de preenchimento de cada cavidade. O projeto do sistema de ejeção também deve levar em conta a alta flexibilidade e a aderência superficial das peças de silicone curadas – a desmoldagem sem rasgar ou distorcer as características de paredes finas normalmente requer um projeto cuidadoso do ângulo de inclinação, texturização da superfície ou o uso de revestimentos antiadesão, como PTFE ou tratamentos de superfície de plasma nas superfícies das cavidades.
Indústrias e aplicações atendidas por moldagem por injeção de silicone
A combinação das propriedades excepcionais do material de silicone e a precisão obtida através da moldagem por injeção tornam as máquinas de moldagem por injeção de silicone/borracha fundamentais para a produção em uma gama extremamente diversificada de indústrias. Cada setor explora um subconjunto distinto de características de desempenho do silicone, e a capacidade de produzir geometrias complexas com tolerâncias restritas em grandes volumes torna a moldagem por injeção o método de produção preferido em todos eles.
- Médico e farmacêutico: A biocompatibilidade, a esterilização e a inércia química do silicone fazem dele o material preferido para componentes de cateteres, vedações de dispositivos implantáveis, punhos de instrumentos cirúrgicos, máscaras respiratórias e membranas de válvulas de administração de medicamentos. A moldagem por injeção LSR permite que essas peças sejam produzidas de acordo com os padrões de dispositivos médicos Classe III, com validação e rastreabilidade completas do processo.
- Automotivo: Vedações de conectores, anéis de ilhós, protetores de velas de ignição, mangueiras de turbocompressores e juntas para aplicações sob o capô dependem da capacidade do silicone de manter o desempenho de vedação em temperaturas que variam de -60°C a mais de 200°C durante toda a vida útil do veículo.
- Eletrônicos de consumo: Capas protetoras, membranas de botões, vedações de impermeabilização para wearables e pontas de fones de ouvido são moldadas por injeção a partir de LSR em ferramentas de alta cavitação que produzem milhões de peças por ano com precisão dimensional consistente.
- Produtos infantis e juvenis: Mamilos, chupetas, mordedores e pontas de colher de alimentação feitos de compostos LSR de qualidade alimentar e em conformidade com a FDA são produzidos em moldes com múltiplas cavidades com rigorosos protocolos de fabricação higiênicos.
- Industrial e energia: Galpões isoladores elétricos para equipamentos de transmissão de alta tensão, diafragmas de bombas, válvulas de retenção e vedações de processamento químico exploram a combinação de resistividade elétrica, estabilidade UV e resistência química do silicone em ambientes externos e de processo exigentes.
Desde o minério de quartzito alimentado em fornos a arco até o selo de silicone moldado com precisão em um implante médico, a jornada do silicone desde a matéria-prima até o produto acabado é uma jornada de química industrial e engenharia de precisão trabalhando em estreita coordenação. A máquina de moldagem por injeção de silicone/borracha está no centro desta cadeia de valor – transformando um polímero termofixo cuidadosamente formulado em componentes dimensionalmente precisos e de alto desempenho que são incorporados de forma invisível, mas indispensável, nos produtos que definem a vida moderna.