O que é uma máquina vulcanizadora de borracha a vácuo?
Um máquina de vulcanização de borracha a vácuo é uma prensa industrial especializada que cura compostos de borracha crua ou não curada sob uma combinação de condições controladas de calor, pressão e vácuo. O termo "vulcanização" refere-se ao processo químico de reticulação que transforma a borracha macia e flexível em um material durável, elástico e dimensionalmente estável. Nas prensas de vulcanização padrão, apenas o calor e a pressão conduzem a reação de cura. Nas máquinas de vulcanização a vácuo, a adição de um ambiente de vácuo selado remove o ar preso, a umidade e os gases voláteis da massa de borracha antes e durante a cura – resultando em um produto final significativamente mais denso, mais uniforme e sem defeitos.
A função de vácuo não é simplesmente um recurso complementar; altera fundamentalmente os resultados de qualidade alcançáveis na produção de borracha. Bolsas de ar e inclusões de umidade estão entre as fontes mais comuns de porosidade, formação de bolhas e fraqueza estrutural em peças de borracha vulcanizada. Ao evacuar a cavidade do molde a um nível de vácuo normalmente entre -0,08 MPa e -0,1 MPa antes da aplicação da pressão total de moldagem, a máquina elimina esses defeitos na sua origem. O resultado são produtos de borracha com acabamento superficial superior, densidade interna consistente e desempenho mecânico aprimorado — características essenciais em indústrias de precisão, incluindo vedação automotiva, dispositivos médicos, componentes aeroespaciais e solas de calçados de alto desempenho.
O processo de vulcanização: o que acontece dentro da máquina
A compreensão da sequência de operações dentro de uma máquina de vulcanização de borracha a vácuo esclarece por que a integração do vácuo melhora substancialmente a qualidade da produção. O processo se desenvolve em diversas etapas distintas que a máquina controla automaticamente através de um controlador lógico programável (CLP) ou interface touch-screen.
O ciclo começa com a preparação e carregamento do molde. O operador coloca o composto de borracha não curado – na forma de peças em bruto, folhas ou pré-formas pré-pesadas – na cavidade aquecida do molde. O molde fecha parcialmente e a bomba de vácuo é ativada, retirando o ar e a umidade residual da cavidade do molde através de canais de vácuo integrados. Uma vez alcançado o nível de vácuo desejado e mantido por um tempo de permanência definido, normalmente de 15 a 60 segundos, a prensa fecha completamente para aplicar pressão de moldagem. A combinação de calor conduzido através das placas aquecidas, a pressão aplicada e a ausência de gases aprisionados conduz então a reação de reticulação uniformemente em toda a massa de borracha. Depois de decorrido o tempo de cura programado – que varia de um a trinta minutos dependendo do tipo de composto de borracha e da espessura da peça – a prensa abre, o vácuo é liberado e a peça curada é desmoldada.
A precisão do controle de temperatura é igualmente importante. As modernas máquinas de vulcanização a vácuo mantêm temperaturas das placas entre ±1°C e ±2°C em toda a superfície do molde usando elementos de aquecimento de resistência elétrica ou placas aquecidas a vapor, combinadas com sensores de temperatura integrados e controladores PID de circuito fechado. Essa uniformidade garante uma cura consistente em todo o produto, eliminando o risco de centros subcurados ou superfícies supercuradas que podem ocorrer quando existem gradientes de temperatura no molde.

Componentes principais e suas funções
O desempenho de uma máquina de vulcanização de borracha a vácuo depende da qualidade e integração de seus principais componentes estruturais e funcionais. Cada elemento desempenha um papel definido na obtenção de uma vulcanização consistente e sem defeitos.
Placas aquecidas
As placas são placas planas e rígidas entre as quais o molde é comprimido. Nas máquinas de vulcanização a vácuo, as placas são fabricadas em aço de alta qualidade com elementos de aquecimento incorporados ou canais internos para circulação de vapor. A tolerância à planicidade é crítica – uma placa com contato superficial irregular produzirá uma distribuição de pressão não uniforme em todo o molde, levando à variação de espessura e à cura incompleta em zonas de baixa pressão. As máquinas Premium especificam o nivelamento da placa dentro de 0,05 mm em toda a superfície de trabalho e usam detecção de temperatura multiponto para detectar e compensar qualquer não uniformidade térmica.
Sistema de vácuo
O sistema de vácuo consiste em uma bomba de vácuo - normalmente de palhetas rotativas ou de parafuso seco - conectada à cavidade do molde através de um circuito selado que inclui linhas de vácuo, um tanque tampão de vácuo, válvulas solenóides e medidores de vácuo. O tanque tampão armazena o volume pré-evacuado para que a cavidade do molde possa ser levada rapidamente ao nível de vácuo desejado, sem sobrecarregar a bomba. A vedação a vácuo da interface do molde é obtida através de juntas periféricas ou canais de O-ring usinados na linha de separação do molde. A integridade deste sistema de vedação é fundamental – qualquer vazamento reduz o nível de vácuo alcançável e compromete a eficácia da remoção de ar.
Sistema de fixação hidráulico ou mecânico
A força de fixação que mantém o molde fechado durante a vulcanização é gerada por um sistema de cilindro hidráulico ou, em máquinas menores, por mecanismos mecânicos de alternância. Os sistemas hidráulicos oferecem controle de pressão mais preciso e programável e são padrão em máquinas de vulcanização a vácuo de nível de produção. As forças de fixação variam de 50 kN em máquinas de laboratório ou de peças pequenas até mais de 10.000 kN em grandes prensas industriais para produtos de borracha automotivos ou industriais. O controle preciso da pressão é essencial porque tanto a subpressão quanto a sobrepressão produzem peças defeituosas – flash, imprecisão dimensional ou rachaduras induzidas por tensão.
Sistema de controle CLP
As modernas máquinas de vulcanização a vácuo são equipadas com controladores lógicos programáveis e interfaces homem-máquina (IHMs) com tela sensível ao toque que permitem aos operadores armazenar, recuperar e monitorar programas de cura para diferentes compostos de borracha e configurações de moldes. Um programa típico armazena a temperatura alvo, o tempo de cura, o nível de vácuo, o tempo de permanência do vácuo e a pressão de fixação como uma única receita. O PLC monitora o feedback do sensor em tempo real e gera alarmes para desvios, garantindo a rastreabilidade do processo e uma qualidade consistente entre lotes.
Tipos de máquinas vulcanizadoras de borracha a vácuo
As máquinas de vulcanização de borracha a vácuo estão disponíveis em diversas configurações, cada uma adequada para diferentes volumes de produção, geometrias de produtos e tipos de borracha. Selecionar o tipo de máquina correto é tão importante quanto especificar os parâmetros corretos do processo.
| Tipo de máquina | Configuração | Mais adequado para |
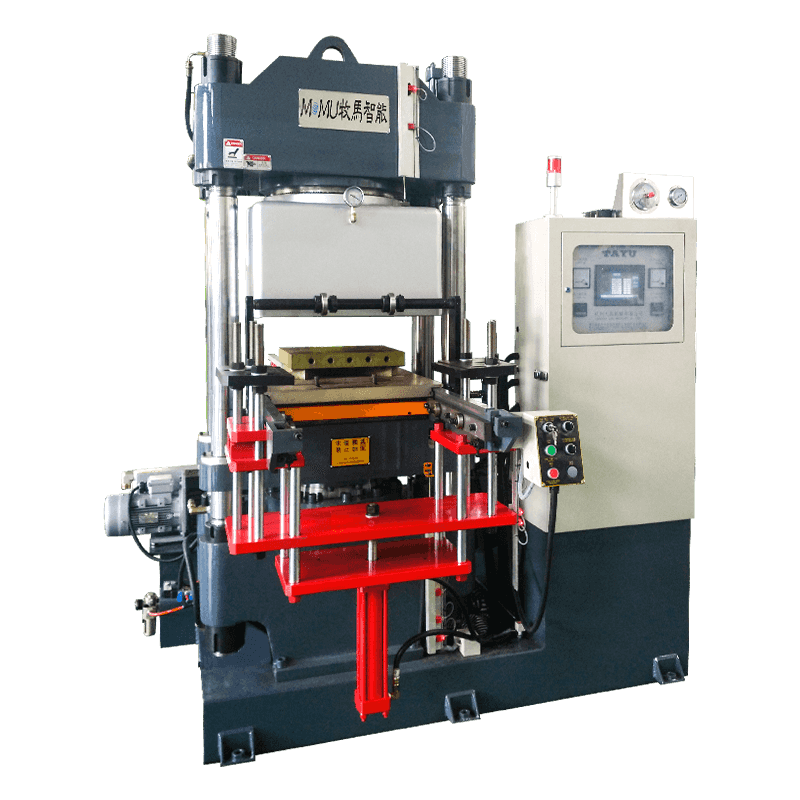
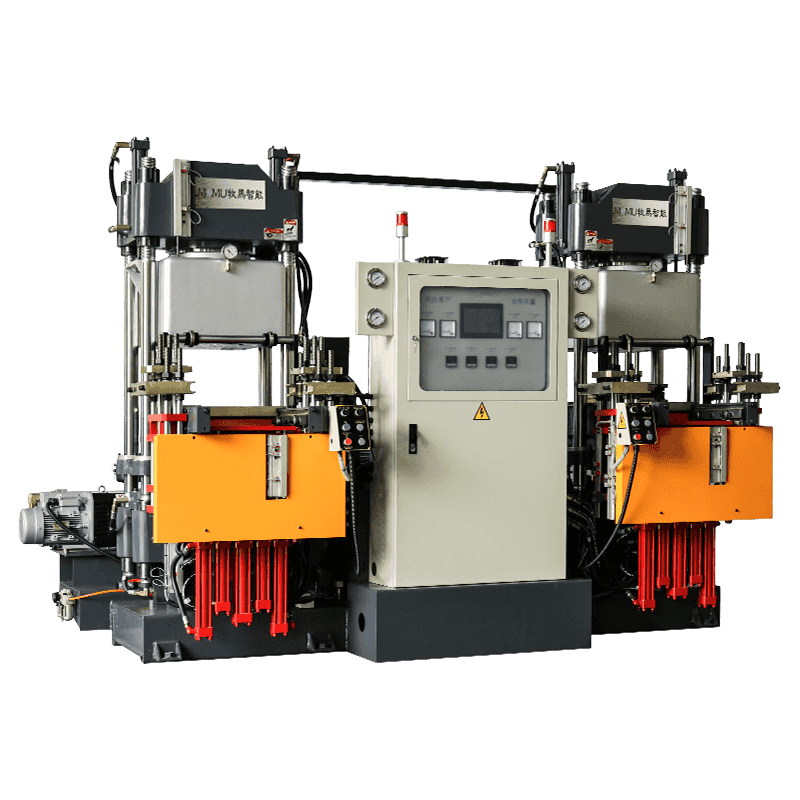
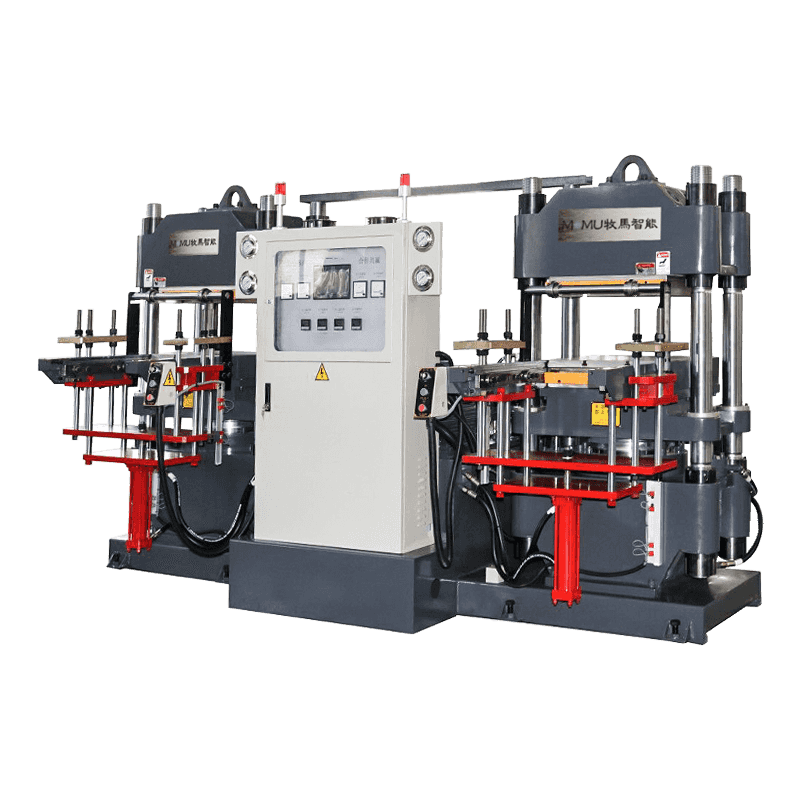
| Prensa plana para luz diurna única | Uma abertura de molde entre duas placas | Peças de borracha planas pequenas a médias, vedações e juntas |
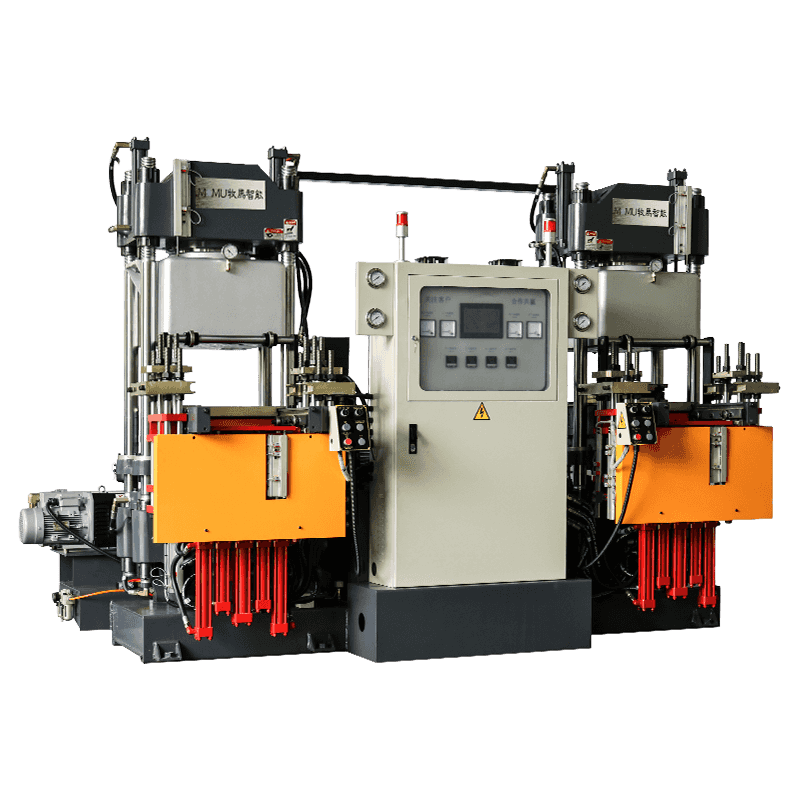
| Imprensa multi-luz do dia | Múltiplas aberturas de molde empilhadas em uma única prensa | Produção em alto volume de folhas de borracha planas ou finas |
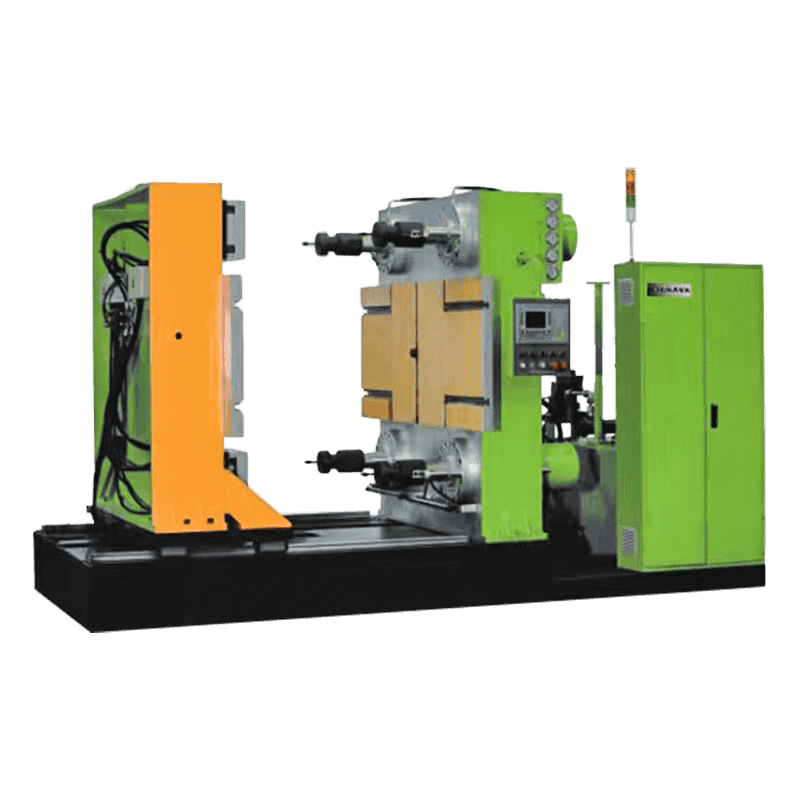
| Imprensa rotativa ou carrossel | Plataforma rotativa multiestações com fonte de calor fixa | Solas de calçado, ambientes de produção contínua |
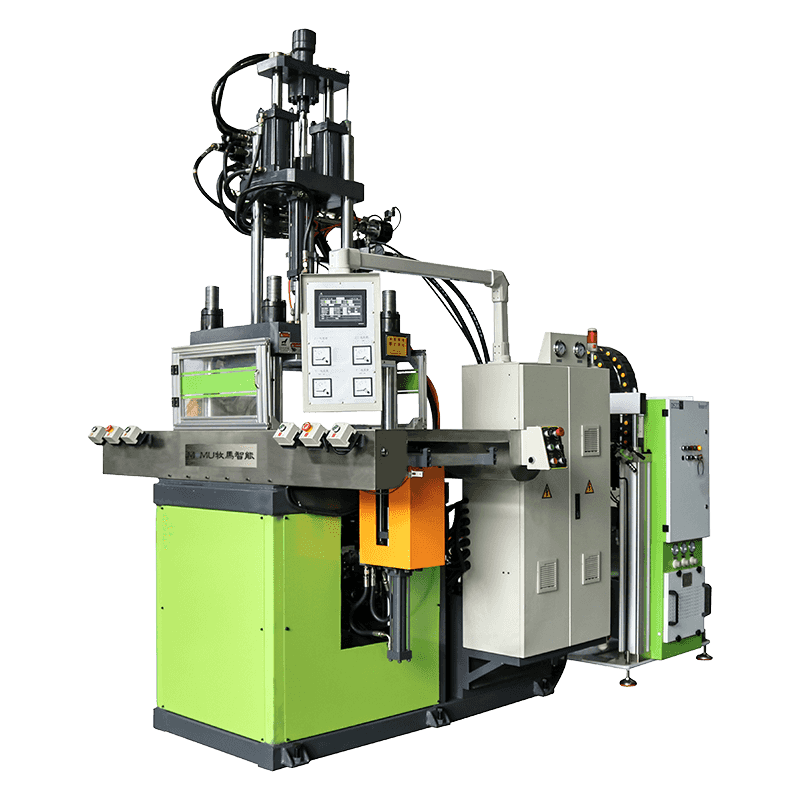
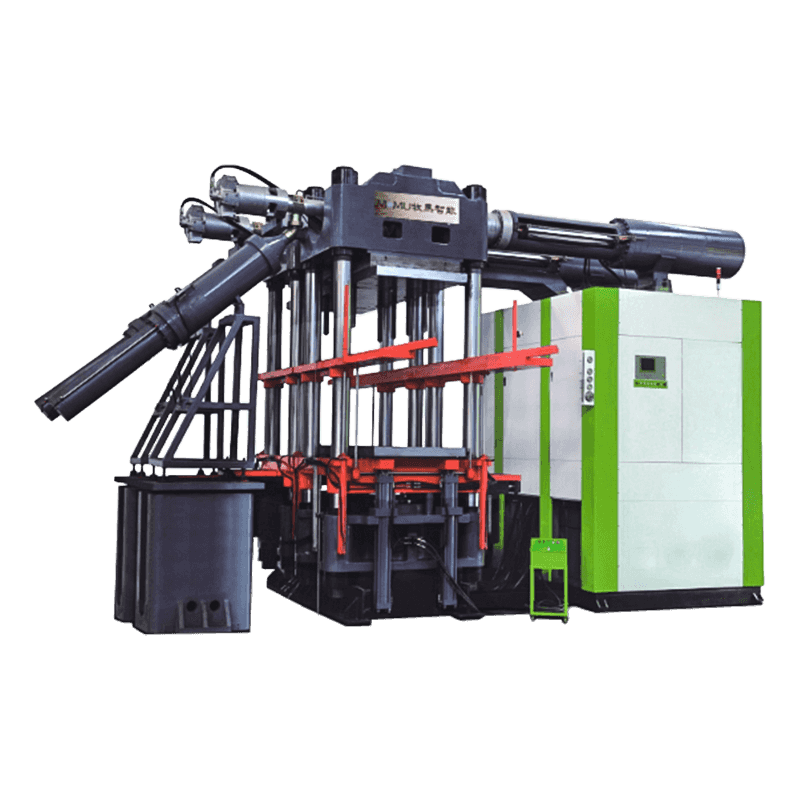
| Prensa de injeção vertical | Borracha injetada sob pressão em molde selado | Peças 3D complexas, componentes sobremoldados, borracha técnica |
| Prensa a vácuo de membrana | Membrana de silicone flexível cria vácuo e pressão | Compósitos colados com borracha, substratos curvos ou irregulares |
| Laboratório / Prensa de bancada | Unidade compacta de luz natural com capacidade de vácuo | P&D, testes de compostos, pequenas execuções de protótipos |
Umdvantages of Vacuum Vulcanizing Over Standard Pressing
O investimento na capacidade de vácuo em relação a uma prensa de borracha convencional é justificado por melhorias mensuráveis em diversas métricas de qualidade e produção. Essas vantagens tornam-se especialmente significativas na produção de peças de precisão com tolerâncias dimensionais restritas, geometrias complexas ou propriedades mecânicas de desempenho crítico.
- Eliminação de porosidade e vazios: A remoção do ar antes da cura evita a formação de bolhas internas e cavidades superficiais que reduzem a resistência à tração, o alongamento e o desempenho de vedação das peças de borracha. Isto é particularmente importante para anéis de vedação, diafragmas e produtos de borracha de uso médico, onde a integridade interna não é negociável.
- Acabamento superficial melhorado: As condições de vácuo permitem que o composto de borracha flua mais completamente nos detalhes finos do molde, produzindo bordas mais nítidas, texto ou logotipo em relevo mais limpos e uma superfície geral mais lisa, sem manchas de ar preso.
- Propriedades mecânicas mais consistentes: Densidade uniforme em toda a peça curada significa dureza, resistência à tração e valores de ajuste de compressão consistentes em todo o lote – fundamental para peças usadas em aplicações de vedação, isolamento de vibração ou suporte de carga.
- Taxas reduzidas de refugo e retrabalho: Defeitos detectados na inspeção exigem retrabalho ou sucateamento de toda a peça. A vulcanização a vácuo reduz substancialmente a incidência de bolhas, porosidade e defeitos curtos, reduzindo as taxas de refugo e os custos associados de material e mão de obra.
- Compatibilidade com compostos sensíveis à umidade: Algumas formulações especiais de borracha, particularmente borrachas de silicone e certos compostos de EPDM, são especialmente propensas a formar bolhas na superfície causadas pela umidade residual. O processamento a vácuo elimina esse modo de falha de maneira confiável, sem exigir etapas adicionais de secagem.
- Melhor adesão em montagens borracha-metal e borracha-tecido: Quando a borracha é vulcanizada diretamente sobre inserções metálicas ou substratos de tecido, o ar preso na interface impede a adesão total. A evacuação a vácuo antes da prensagem garante um contato íntimo entre a borracha e o substrato, produzindo ligações mais fortes e confiáveis.
Indústrias e produtos que dependem da vulcanização a vácuo
As máquinas de vulcanização de borracha a vácuo atendem a uma ampla gama de indústrias onde a qualidade dos produtos de borracha afeta diretamente a segurança, a confiabilidade ou a conformidade regulatória. Os seguintes setores representam as áreas de aplicação mais significativas.
Umutomotive Sealing and Gaskets
Umutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
Aplicações Médicas e Farmacêuticas
Componentes de silicone e borracha de grau médico — incluindo êmbolos de seringas, membranas de válvulas, máscaras respiratórias e tubos — devem atender a padrões rigorosos de pureza e integridade estrutural. A vulcanização a vácuo elimina os riscos de contaminação associados ao ar aprisionado, ao mesmo tempo que garante a suavidade da superfície e a precisão dimensional exigidas para produtos biocompatíveis. Muitos padrões de dispositivos médicos exigem implicitamente o processamento a vácuo como parte das boas práticas de fabricação de peças moldadas de borracha.
Fabricação de Solas de Calçados
Na indústria calçadista, prensas de vulcanização a vácuo são usadas para produzir solas de borracha com definição de piso nítida, densidade consistente e forte adesão aos materiais superiores. A função de vácuo é particularmente valiosa na moldagem de solas de perfil espesso, onde a retenção de ar em cavidades profundas do piso é um desafio persistente na prensagem convencional. As prensas de vulcanização a vácuo do tipo carrossel são amplamente utilizadas em fábricas de calçados de alto volume em toda a Ásia para esta aplicação.
Umerospace and Defense Seals
Vedações de borracha e anéis de vedação usados em sistemas hidráulicos aeroespaciais, sistemas de combustível e controles ambientais devem atender a tolerâncias extremamente rígidas em termos de dureza, conjunto de compressão e uniformidade interna. A vulcanização a vácuo é uma prática padrão para esses componentes porque as consequências da falha da vedação em serviço são graves. As especificações de borracha de grau aeroespacial muitas vezes exigem explicitamente a moldagem a vácuo como parte do processo de fabricação aprovado.
Fatores-chave a serem avaliados ao selecionar uma máquina
A escolha da máquina de vulcanização de borracha a vácuo certa para uma aplicação de produção específica requer uma avaliação sistemática dos requisitos do processo, volumes de produção e considerações operacionais de longo prazo. Priorizar o preço de compra mais baixo sem avaliar o custo total de propriedade muitas vezes leva a problemas recorrentes de qualidade e custos mais elevados do ciclo de vida.
- Tamanho da placa e abertura para luz natural: As dimensões da placa de trabalho devem acomodar o maior molde que você pretende executar, com margem adequada. A abertura da luz natural – o espaço máximo entre as placas abertas – deve ser suficiente para a altura do molde mais a folga para remoção da peça.
- Força máxima de fixação: Calcule a força de fixação necessária multiplicando a área projetada da cavidade do molde pela pressão de moldagem necessária (normalmente 5 a 20 MPa, dependendo do composto de borracha e da geometria da peça). A tonelagem nominal da máquina deve exceder confortavelmente este valor.
- Umchievable vacuum level and pump capacity: Confirme se a máquina pode atingir -0,095 MPa ou melhor e se a capacidade da bomba de vácuo corresponde ao volume da cavidade do molde para que o nível de vácuo desejado seja alcançado dentro de um tempo de permanência aceitável.
- Faixa de temperatura e especificação de uniformidade: Verifique se a temperatura operacional máxima cobre a temperatura de cura do seu composto de borracha e solicite dados documentados de uniformidade da temperatura da placa - idealmente ±2°C ou melhor em toda a superfície da placa.
- Sistema de controle e registro de dados: Para uma produção de qualidade crítica, priorize máquinas com registro completo de dados de processo, gerenciamento de receitas e registro de histórico de alarmes. Esses recursos suportam requisitos de sistema de qualidade ISO e específicos do setor e simplificam a análise da causa raiz quando ocorrem defeitos.
- Umfter-sales support and spare parts availability: Sistemas de vácuo, componentes hidráulicos e elementos de aquecimento requerem manutenção periódica e eventual substituição. Confirme se o fabricante ou seu agente local pode fornecer peças sobressalentes críticas prontamente e revise os termos de garantia e a disponibilidade dos engenheiros de serviço no local antes de contratar um fornecedor.
Práticas de manutenção que protegem o desempenho da máquina
Um vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- Verifique e substitua o óleo da bomba de vácuo nos intervalos especificados pelo fabricante – normalmente a cada 500 a 1.000 horas de operação – pois a contaminação do óleo reduz significativamente a eficiência da bomba e o nível de vácuo alcançável.
- Inspecione as juntas de vedação do molde e os O-rings antes de cada produção e substitua-as imediatamente quando for detectado desgaste, deformação por compressão ou danos, pois mesmo um pequeno vazamento na vedação impede que o nível de vácuo desejado seja alcançado.
- Verifique periodicamente a uniformidade da temperatura da placa usando uma medição de termopar multiponto calibrada e recalibre os controladores de temperatura PID se os desvios excederem as especificações.
- Monitore a condição do óleo hidráulico e o status do filtro, substituindo os filtros e o fluido de acordo com o cronograma de manutenção para evitar desgaste da válvula e vazamento do cilindro que pode causar inconsistência na força de fixação.
- Mantenha as superfícies do cilindro limpas e livres de acúmulo de rebarbas de borracha, pois os resíduos acumulados criam contato desigual com os moldes e causam variações localizadas de pressão e temperatura que degradam a qualidade da peça.